Химия и химические технологии / 5.
К.т.н. Родионов И.В.
Саратовский государственный технический
университет
Повышение эффективности технологии изготовления оксидированных
титановых имплантатов путем совмещения процессов анодирования и обезжиривания
Введение
Медицинские титановые имплантаты используются в организме человека как
технические средства для временной или постоянной коррекции функций его органов
и систем при хирургическом лечении их заболеваний и повреждений либо
исправлении дефектов. Наиболее широко используются имплантаты в стоматологии и
ортопедии для замены утраченных либо исправления поврежденных костных структур
организма. Для необходимой прочности
закрепления имплантатов в кости на их внутрикостной поверхности формируется
биокерамическое покрытие с определенным комплексом физико-химических и механических
свойств. Одним из способов создания такого биопокрытия является анодное оксидирование
[1-3]. В процессе анодирования на качество оксидного покрытия существенное влияние
оказывает степень предварительной очистки поверхности имплантатов от жировых и
других загрязнений, неизбежно возникающих при их механическом или электрофизическом
изготовлении. Таким образом, все технологические операции, которым подвергаются имплантаты до
анодного формирования покрытий, создают загрязнение их поверхности различными
пленками, имеющими как органическую, так и неорганическую природу. В основном
на металлической поверхности остаются жировые пленки, которые препятствуют
получению адгезионно-прочного оксидного покрытия и ухудшают смачиваемость
обрабатываемой поверхности электролитом. Кроме этого, частицы жиров являются
хорошей питательной средой для различных микроорганизмов и способствуют
ускоренному развитию патогенной микрофлоры на границе «имплантат с покрытием –
биоткань». Быстрый рост числа бактерий в зоне имплантации приводит к
возникновению раздражения и опухоли тканей, которая может стать причиной
отторжения имплантата. Поэтому удаление жировых загрязнений с поверхности
металлических основ имплантатов является необходимой операцией в технологии их
изготовления.
В качестве такой операции очистки успешно
применяется метод анодного обезжиривания поверхности, поэтому исследование
возможности совмещенного электрохимического обезжиривания и оксидирования
костных титановых имплантатов в специальном электролите является весьма
целесообразным, т.к. позволяет существенно сократить маршрут их изготовления и
повысить эффективность применяемой технологии.
Методика эксперимента. Образцами
служили квадратные пластины из технического титана ВТ1-00, площадью рабочей поверхности 2 см2 и толщиной
2 мм, которые перед анодной обработкой подвергались пескоструйной обдувке. На
шероховатую поверхность образцов наносились жировые пленки различного
происхождения, моделирующие загрязнения, характерные для реальных
производственных условий изготовления имплантатов. Для имитации животных
жировых загрязнений использовались пальмитиновая и стеариновая кислоты, которые
предварительно растворялись в тетрахлориде углерода до насыщения и формировались
на поверхности образцов путем их окунания в подготовленные жировые суспензии.
Моделирование минеральных загрязнений осуществлялось нанесением пленок вазелина
и смазки ЦИАТИМ. После зажирения образцы высушивались в эксикаторах с
прокаленным силикагелем и подвергались анодной поляризации в трехкомпонентном
электролите, концентрацией 200 г/л Н2SO4 + 5 г/л сульфонол +15 г/л Na2SiO3, который приготавливался на
основе дистиллированной воды и реактивов квалификации «х.ч.». В процессе
электрохимической обработки образцов такой комбинированный раствор обеспечивал
сочетание анодного оксидирования и обезжиривания поверхности титана при
заданных значениях анодной плотности тока 0,6, 1,2, 1,8, 2,4 А/дм2,
температуры электролита 20, 30, 40, 50, 60, 700С и продолжительности
электролиза 0,5-15 мин. Совмещенная обработка проводилась в лабораторном малогабаритном
электролизере с кольцевым титановым катодом.
До и после анодного оксидирования и обезжиривания образцы промывались в дистиллированной воде и высушивались в эксикаторах до постоянного веса, который определялся гравиметрическим методом с помощью лабораторных аналитических весов. Это позволяло осуществлять соответствующие расчеты и регистрировать уровень очистки при различных значениях режима электролиза.
Для установления степени остаточного
загрязнения обработанной поверхности Θ сначала рассчитывалась
исходная масса жирового слоя G0 по формуле:
G0 =Р1 - Р0, (1)
где Р0
– масса титанового образца, Р1 – масса образца с жировым
загрязнением до электролиза.
После совмещенной обработки определялась масса остаточного загрязнения Gост по соотношению:
Gост =Р2 - Р0,
(2)
где Р2
– масса образца с загрязнением после электролиза.
Степень остаточного загрязнения Θ оценивалась по формуле:
 . (3)
. (3)
Контроль предельной степени очистки осуществлялся с
помощью лазерного микроанализа и характеризовался присутствием на обработанной
титановой поверхности углерода, а также определенной интенсивностью его спектральных
линий.
Результаты
исследования и их анализ. В процессе совмещенного анодного оксидирования
титана и его обезжиривания от пленок пальмитиновой кислоты при повышении
гальваностатической плотности тока i,
продолжительности обработки τ и температуры комбинированного электролита t происходит увеличение потенциала поляризации ΔЕ до существенных значений и его стабилизация при продолжительности τ≥15 мин во всем заданном
интервале температур электролита (рис. 1).
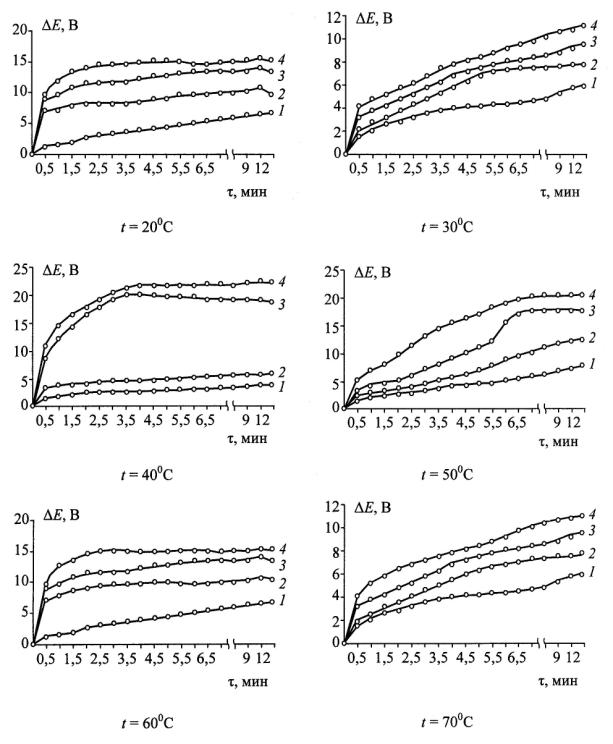
Рис.
1. Кинетика поляризации поверхности при совмещенном анодном оксидировании
титана и его обезжиривании от пленок пальмитиновой кислоты при различной
температуре и плотности тока, А/дм2: 1 – 0,6; 2 – 1,2;
3 – 1,8; 4 – 2,4
Из полученных кинетических зависимостей следует, что при небольшой продолжительности
обработки τ=0,5-4,5 мин и анодной
плотности тока 1,2, 1,8, 2,4 А/дм2 потенциал поляризации ΔЕ значительно
возрастает, затем стабилизируется с установлением некоторых стационарных
значений ΔЕ∞ характерных для повышенной
продолжительности обработки, находящейся в пределах τ=5,5-15 мин. Таким образом, основное влияние на
изменение поляризации в совмещенном процессе анодирования и обезжиривания
оказывает плотность тока и температура электролита, которые способствуют
наибольшему увеличению потенциала на начальной стадии обработки (рис. 1).
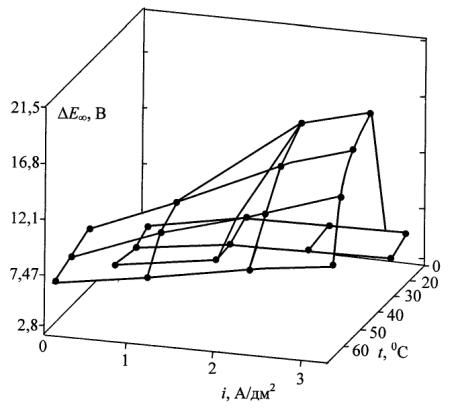 Зависимость
установившегося потенциала поляризации от анодной плотности тока и температуры
электролита ΔЕ∞=
f (i, t),
а также анализ геометрии полученной трехмерной графической поверхности
показывают, что оптимальные значения температуры совмещенного анодирования
титана и его обезжиривания от пленок пальмитиновой кислоты составляют 40-600С
при плотности тока 2,4 А/дм2 (рис. 2).
Зависимость
установившегося потенциала поляризации от анодной плотности тока и температуры
электролита ΔЕ∞=
f (i, t),
а также анализ геометрии полученной трехмерной графической поверхности
показывают, что оптимальные значения температуры совмещенного анодирования
титана и его обезжиривания от пленок пальмитиновой кислоты составляют 40-600С
при плотности тока 2,4 А/дм2 (рис. 2).
Рис. 2. Зависимость установившегося потенциала
поляризации ΔЕ∞ от плотности тока и температуры электролита при совмещенном анодировании
и обезжиривании титана в присутствии на его поверхности пленки пальмитиновой
кислоты
Стационарные ВАХ
совмещенного процесса обусловлены линейностью за исключением характеристики,
полученной при температуре электролита, равной 400С (рис. 3).
Вследствие этого на температурной зависимости удельной электропроводности σ
межфазной границы различаются области ее нарастания I и III, а также
область резкого спада II (рис. 4).
Область I соответствует протеканию анодных процессов с
контролем переноса токообразующих компонентов электролита через пленку
пальмитиновой кислоты, которая практически полностью сохраняется при
температуре 20-300С. Область III отвечает анодированию титана с удалением жирового
слоя путем растущего титанооксидного покрытия, вытесняющего модельное
загрязнение с обрабатываемой поверхности.
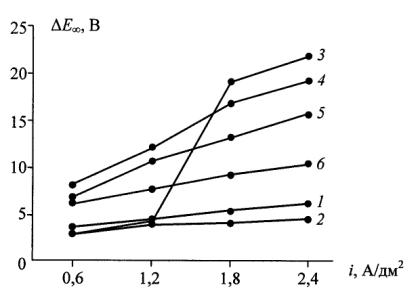
Рис. 3.
Стационарные ВАХ для совмещенного процесса анодного оксидирования титана и его
обезжиривания от пленок пальмитиновой кислоты при различных температурах t,0С: 1
– 20, 2 – 30, 3 – 40, 4 – 50, 5 – 60, 6 - 70
На данном основании можно полагать, что для качественного удаления
жирового загрязнения совмещенный процесс необходимо проводить при повышенных
значениях температуры электролита, интенсифицирующей к тому же протекание
реакций анодного окисления титана.
Потенциалы поляризации пескоструйно обработанного титана, характеризующие
формирование на его поверхности оксидного покрытия, существенно зависят от
химической природы жирового загрязнения. Так, величина потенциала при
совмещенном процессе анодирования и обезжиривания титана от пленки стеариновой
кислоты, составляет 9 В, пальмитиновой – 16 В, вазелина – 13 В, смазки ЦИАТИМ –
24 В (рис. 5).
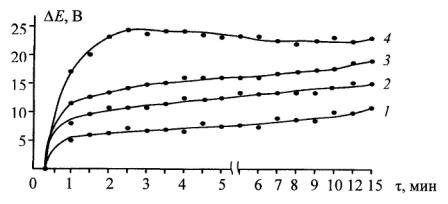
Рис. 5. Кинетика поляризации поверхности
титана с различными модельными загрязнениями в совмещенном процессе
анодирования и обезжиривания при t = 600С, i
= 2,4 А/дм2: 1 –
пленка стеариновой кислоты, 2 –
пленка вазелина, 3 – пленка пальмитиновой
кислоты, 4 – пленка смазки ЦИАТИМ
Влияние происхождения загрязнения на величину анодной поляризации
ΔЕ обусловлено различной проницаемостью жировых пленок гидроксидными
анионами ОН- и молекулами воды, т.е. уровнем гидрофобности этих
пленок. Наиболее гидрофобные пленки стеариновой кислоты обладают наименьшей
проницаемостью для молекул воды, что приводит к небольшой поверхностной
концентрации анионов кислорода ![]() при совмещенной обработке
титана и низкой величине поляризации. Напротив, наименее гидрофобные пленки смазки
ЦИАТИМ более водопроницаемы и соответствуют повышенной концентрации анионов
кислорода
при совмещенной обработке
титана и низкой величине поляризации. Напротив, наименее гидрофобные пленки смазки
ЦИАТИМ более водопроницаемы и соответствуют повышенной концентрации анионов
кислорода ![]() на оксидируемой
поверхности титана и увеличенному значению анодной поляризации ΔЕ.
Кроме этого, затруднение протекания реакций окисления титана из-за присутствия
на поверхности жирового слоя также обусловливает снижение потенциала
поляризации и уменьшение скорости образования оксидов под более гидрофобными
пленками. Поэтому при совмещенном процессе анодной обработки титана наиболее
легко удаляются пленки смазки ЦИАТИМ и
пальмитиновой кислоты, затрудненной является очистка от жиров вазелина и
стеариновой кислоты. Таким образом, для качественного обезжиривания анодируемых
титановых имплантатов необходимо применять повышенные значения анодной
плотности тока, на уровне 2-5 А/дм2, и температуры комбинированного
электролита, в пределах 40-600С, с обязательным содержанием в нем
ПАВ.
на оксидируемой
поверхности титана и увеличенному значению анодной поляризации ΔЕ.
Кроме этого, затруднение протекания реакций окисления титана из-за присутствия
на поверхности жирового слоя также обусловливает снижение потенциала
поляризации и уменьшение скорости образования оксидов под более гидрофобными
пленками. Поэтому при совмещенном процессе анодной обработки титана наиболее
легко удаляются пленки смазки ЦИАТИМ и
пальмитиновой кислоты, затрудненной является очистка от жиров вазелина и
стеариновой кислоты. Таким образом, для качественного обезжиривания анодируемых
титановых имплантатов необходимо применять повышенные значения анодной
плотности тока, на уровне 2-5 А/дм2, и температуры комбинированного
электролита, в пределах 40-600С, с обязательным содержанием в нем
ПАВ.
Определение степени очистки поверхности от
модельных жировых загрязнений, имеющих как животное, так и минеральное
происхождение, по формулам (1)-(3), показало, что уровень остаточного
загрязнения титана при совмещенном анодном процессе составляет в среднем 10-7
г/см2, что говорит о высоком качестве электрохимического обезжиривания
от пленок различной химической природы. Полученные результаты согласуются с
данными лазерного микроспектрального анализа, который показал, что интенсивность
линии углерода (λmax=247,85
нм) анодированного титана примерно равна интенсивности такой же характерной
линии для поверхности эталонного пескоструйно обработанного титанового образца,
т.е. отвечает естественной примеси карбида титана TiC и свидетельствует о полноте обезжиривания.
Исследование функциональных характеристик, физико-химических и механических
свойств оксидных покрытий, полученных в условиях совмещенного анодного оксидирования
и обезжиривания титана, позволило установить уровень показателей биосовместимости
анодированных имплантатов. При максимальных заданных значениях параметров
режима электролиза, покрытия характеризовались необходимыми для биоинтеграции
показателями толщины h=20-30 мкм, микротвердости Нкв=9
ГПа, адгезии σ =27 МПа, параметров шероховатости Rа=1,15 мкм, Rmax=5,8 мкм, Sm=9,4 мкм, открытой пористости П=30%, коррозионного потенциала Ес=0,18
В при однородном фазовом составе из нестехиометрического диоксида TiO2-х
(х<<1)
с включением небольшого количества других оксидных фаз TiO, Ti2O3.
Из этого можно сделать вывод, что оксидные покрытия, сформированные в совмещенном
процессе анодирования и обезжиривания титана обладают высокими показателями
биоинтеграционных свойств, значения которых мало отличаются от значений
аналогичных показателей покрытий, созданных путем отдельного анодного
оксидирования. Таким образом, рассмотренные кинетические закономерности и
анализ результатов проведенных исследований показывают принципиальную
возможность осуществления совмещенной анодной обработки, позволяющей сочетать в
одной технологической операции оксидирование и обезжиривание костных
имплантатов с формированием на них высококачественных биосовместимых покрытий.
При производстве костных имплантатов с использованием совмещенного
анодного оксидирования и обезжиривания схема технологического маршрута их
изготовления может быть сокращена до меньшего числа операций (рис. 6).
Рис. 6. Схема маршрутной технологии изготовления костных имплантатов
с использованием совмещенного анодного оксидирования и обезжиривания
Объединенный двумя электрохимическими процессами
этап анодирования и обезжиривания при формировании покрытий, позволяет
минимизировать затраты и производственное время на изготовление имплантатов.
Поэтому совмещение процессов анодирования и обезжиривания характеризует новый
уровень разработки современных технологий создания оксидных биосовместимых
покрытий костных металлоимплантатов.
Литература
1. Родионов И.В., Серянов Ю.В. Применение технологии анодного оксидирования при создании биосовместимых покрытий на дентальных имплантатах // Вестник Саратовского государственного технического университета, №2 (12), 2006. С. 77-87.
2. Родионов И.В., Бутовский К.Г. Функциональные свойства анодно-оксидных биосовместимых покрытий титановых дентальных имплантатов / Материалы междунар. науч. конф. «Химия, химическая технология и биотехнология на рубеже тысячелетий». Томск. Изд-во ТПУ, 2006, Т.2. С. 424-426.
3. Родионов И.В. Анодно-оксидные биосовместимые покрытия титановых дентальных имплантатов // Технологии живых систем. Т.3, №4, 2006. С. 28-32.