Технічні
науки/ 8. Обробка матеріалів у машинобудуванні
Д.т.н. Мазур М.П., асистент
Присяжний Л.В., магістр Гаюр А.С.
Хмельницький національний університет, Україна
Комп’ютерне моделювання
процесу точіння труб великого діаметру.
Вступ. Розвиток сучасних технологій,
створення нових механізмів, викликає необхідність у перевірці їх на
ефективність, що в свою чергу викликає проведення великої кількості дослідів та
експериментів. Це у свою чергу викликає значні часові та економічні затрати на
етапах проектування обладнання та інструменту. Тому у машинобудуванні доцільно
застосовувати інноваційні технологій, які б прискорили і полегшили роботу [1].
До таких технологій належать пакети САЕ програм. До таких програм відносять
програмний продукт Deform [2]. Спеціалізацією
програмного продукту є дослідження обробки металів тиском, та окремо механічного
оброблення металу.
Мета роботи – за допомогою комп’ютерного моделювання провести дослідження процесу
точіння.
За допомогою експерименту підтвердити адекватність створеної
моделі процесу обробки торця труб.
Основна частина. Постановка віртуальної
моделі: Модель інструменту являє собою твердосплавну пластину із
матеріалу Т15К6, із переднім кутом γ 19° та заднім
кутом α 6°. Матеріал заготовки: сталь 20. Швидкість різання становить 52
м/хв., товщина зрізуваного шару а = 0.1 мм, початкова температура середовища Tп = 20°С (див. рис.1).
Під
час моделювання введені наступні припущення: технологічна система – абсолютно
жорстка, різання – ортогональне, лезо – абсолютно жорстке та має ідеальну
форму, заготовка представлена прямокутним паралелепіпедом із пластичного
матеріалу, товщина заготовки складає h =
0.7 мм.
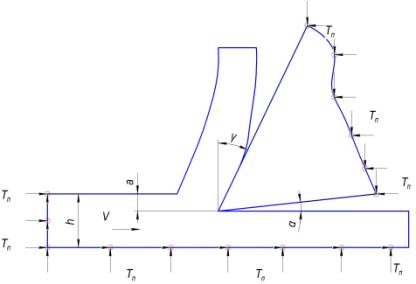
Рисунок 1. – Розрахункова схема моделі
Визначальне
рівняння матеріалу:
![]()
![]() значення граничної пластичності
матеріалу,
значення граничної пластичності
матеріалу, ![]() параметр зміцнення,
параметр зміцнення, ![]() швидкість пластичної деформації,
швидкість пластичної деформації, ![]() фактична температура.
фактична температура.
Експериментальний дослід: Дослідження проводилися у лабораторії
металорізальних верстатів Хмельницького
національного університету, на базі верстата 1К62М (рис. 2)

Рисунок 2 – Дослідницька установка на
базі верстата 1К62М
Установка дозволяє вимірювати складові
сили різання за допомогою динамометричної головки УДМ – 600, та середню
температуру у зоні різання шляхом натуральної термопари, та зафіксувати ці
результати на комп’ютерному стенді.
Для дослідження використовується
заготовка: Труба матеріал Сталь 20, діаметр D = 142,5
мм![]() із товщиною h = 5
мм, при
швидкості різання 52 м/хв. Інструмент: Прохідний упорний різець, із змінними
квадратними пластинками ГОСТ 19052 – 80, матеріал пластинки Т15К6.
із товщиною h = 5
мм, при
швидкості різання 52 м/хв. Інструмент: Прохідний упорний різець, із змінними
квадратними пластинками ГОСТ 19052 – 80, матеріал пластинки Т15К6.
Аналіз експериментальних
даних та даних отриманих шляхом моделювання:
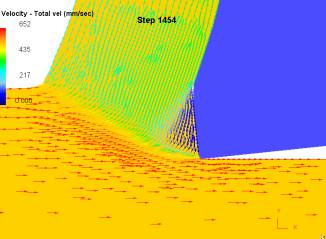
У
ході комп’ютерного моделювання середня температура у зоні різання склала ![]() (рис.3) у ході експерименту температура становила
(рис.3) у ході експерименту температура становила ![]() , температурна похибка складає
, температурна похибка складає ![]() 2,5%
2,5%

Рисунок 3 Розподіл температурних полів в зоні
різання
У ході експерименту було встановлено коефіцієнт усадки стружки
![]() , а при комп’ютерному моделюванні
, а при комп’ютерному моделюванні ![]() . Похибка становить
. Похибка становить ![]()
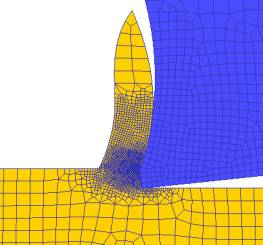
У ході експерименту на різці утворився
наріст (рис.4) , на моделі це явище підтверджується утворенням застійної зони
(рис.5).
|
Рисунок 4. – Наріст утворений під час експерименту |
Рисунок 5. – Утворення застійної зони під час моделювання |

Порівняння складових сил різання
наведено у таблиці 1
Таблиця 1. – Порівняння складових сили
різання отриманих у результаті експерименту та моделювання
|
Складові сили |
Данні отримані під час експерт. |
Данні отримані у ході моделюван. |
Похибка |
|
Pz |
|
303 Н |
17,05% |
|
Py |
59,5 Н |
52.1 Н |
12,4% |
|
Рисунок 6. – Стружка утворена під час експерименту |
Рисунок 7. – Стружка під час комп’ютерного моделювання |

Під час
проведення експериментального (рис.6) досліду та комп’ютерного моделювання
(рис.7) утворюється зливна стружка.
Висновок: У ході аналізу даних отриманих шляхом комп’ютерного моделювання та експерименту,
підтверджено адекватність комп’ютерної моделі. Змодельований напружено –
деформований стан доцільно використовувати
для подальшої оптимізації параметрів процесу обробки торців труб.
Список літератури:
1. Основи 3D-моделювання
процесів механічної обробки методом скінченних елементів / Д.В. Криворучко, В.О.
Залога, В.Г. Корбач. – Суми: Вид-во СумДУ, 2009. – 208 с.
2. Scientific Forming Technologies
Corporation / Deform v10 manuals