Баданов К.И.
Таразский
государственный университет имени М.Х. Дулати, г. Тараз, Республика Казахстан
Ресурсосберегающий способ фиксации красителей на тканях
Разработка и внедрение в производство новых
установок, позволяющих воспроизводить условия работы промышленного оборудования
и варьировать эти условия, является важной научно-технической задачей.
В ТарГУ им. М.Х.Дулати создана запарная
установка , которая позволяет: проводить закрепление различных красителей на
текстильных материалах; менять вид теплоносителя; менять время обработки;
сократить энергопотери теплоносителя. В качестве теплоносителя можно
использовать насыщенный водяной пар и пары азеатропных смесей.
Конструкция устройства представлена на рисунке
1. Устройство работает следующим образом: в парообразователь 6, соединенный с
уровнемером, наливается вода (или ее растворы) до необходимого уровня, который
устанавливается экспериментально. Парообразователь 6 соединен с водяным
манометром 22. Вентиль 5 закрывается до упора. Включается электронагреватель
13. Открывается крышка 8, вынимаются конусообразные пароотражатели 2 и в
рабочую камеру 3 между патрубками распределения пара 4 на специальных
креплениях 17 размещается текстильный материал 11. Конусообразные
пароотражатели 2 устанавливаются на место, закрывается крышка 8. Патрубок 9
соединяется с трубкой 20 пароконденсатора 18, а трубка 21 соединяется с
патрубком 14, при этом кран патрубка 14 находится в закрытом положении. По
водяному манометру контролируют давление водяного пара и при достижении верхнего
значения открывают вентиль 5. Пар по патрубкам распределения пара через
отверстия в патрубках направленно подается к текстильному материалу как вдоль
поверхностей материала, так и перпендикулярно их.
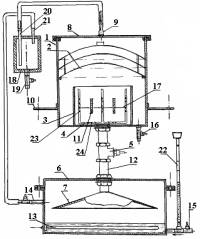
Рис. 1. Устройство для паровой фиксации красителей на
текстильных материалах
Давление пара поддерживают в оптимальном режиме
по водяному манометру 22. Оптимальное давление пара определяют экспериментально
для каждого вида волокна. Время обработки текстильного материала варьируют
запорным вентилем 5. Лучший забор пара в парообразователе 6 обеспечивается
конусообразным заборником 7. Отработанный водяной пар из камеры 3 устремляется
вверх и отражается первой конусообразной тарелью 2 снова по направлению к
рабочей камере 3. Часть пара, прошедшая первую тарель отражается второй и
третьей конусообразными тарелями. Конусность тарелей обеспечивает стекание
конденсата к краям внешнего цилиндра 1 и тем самым предотвращается прямая
“капель” воды на текстильный материал. Система тарелей отражает пар во
внутреннюю часть устройства к рабочей камере и позволяет более эффективно
использовать энергию пара для фиксации красителей. Та часть пара, которая
прошла к крышке 8 внешнего цилиндра 1 собирается в пароконденсаторе 18 и через
трубку 21 снова подается в парообразователь 6 через патрубок 14. Это позволяет
уменьшить расход электроэнергии на образование пара. Конденсат из
пароконденсатора 18 и внешнего цилиндра 1 сливается через краны 19, 16 и снова
используется в парообразователе, что также снижает затраты на парообразование.
Устройство для паровой фиксации
красителей было использовано при печатании хлопчатобумажной ткани. Состав
печатной краски с кубовым красителем в пасте: краситель, глицерин, поташ,
ронгалит, трагант. Нанесение рисунка на ткань проводили с помощью сетчатого
шаблона. Площадь печатного рисунка составила 60% от общей поверхности образца.
После печати полотно высушивали при t=75оС в
течение 20 минут. После этого образцы запаривали в предлагаемом запарном
устройстве в течение 5, 10, 15, 20, 25 минут. Давление пара поддерживали
постоянным по водяному монометру.
После запаривания проводили окисление кубового
красителя на ткани в растворе перекиси водорода 5 г/л при t=20-25оС
в течение 5 мин. Образцы промывали в растворе СМС 3-5 г/л при t=100оС
в течение 10 мин. Высушивали в термошкафе. Качество окраски определяли по
колориметрическим показателям. Колористическая оценка окраски проводилась на
спектроколориметре «Спектротон». Качество печати проверяли по насыщенности и
четкости контура рисунка, по белизне фона. Белизну фона оценивали в 7 точках
образца на «Спектроколориметре». Полученные в работе экспериментальные данные
обработаны методом математической статистики на ЭВМ.
Наиболее интенсивными выглядят образцы,
запаренные в течение 10 мин. При 20 мин запаривании наблюдается расплывчатость
контуров. Измерение колористических показателей S, L, T
показало, что насыщенность окраски выше при 5 минутном запаривании и составляет
82,43. При 10 минутном запаривании насыщенность составляет 78,40. В первом
случае коэффициент неровноты 0,31%, а коэффициент вариации 0.75% против 0,01% и
0,13%, соответственно. При 5 минутном запаривании краситель меньше диффундирует
в толщу полотна и остается на его поверхности. Это подтверждает и измерение
светлоты окраски, которая составляет L=73 для 5 мин против L=75
для 10 мин запаривания. Так как краситель не продифундировал вглубь полотна и
остается на его поверхности, то он активно смывается при промывке, что
неизбежно ведет к снижению интенсивности окраски.
Таблица
1
Насыщенность окраски (S) напечатанных образцов
кубовым желтым от времени запаривания
|
Насыщенность(S) окраски |
Время запаривания, мин |
||||
|
5 |
10 |
15 |
20 |
25 |
|
|
1 точка |
82,51 |
78,50 |
72,57 |
80,46 |
69,74 |
|
2
точка |
81,78 |
78,29 |
72,21 |
80,58 |
66,22 |
|
3
точка |
83,01 |
78,41 |
67,99 |
80,37 |
70,77 |
|
Сред.
арифм. |
82,43 |
78,40 |
70,92 |
80,47 |
68,91 |
|
Коэфф.неров.,% |
0,31 |
0,01 |
6,09 |
0,01 |
5,51 |
|
Коэфф.вар.,% |
0,75 |
0,13 |
3,59 |
0,13 |
3,46 |
Это подтверждено экспериментально.
Увеличение светлоты при запаривании напечатанных образцов происходит в
интервале от 5 до 15 мин. Увеличение светлоты, вероятно, связано с тем, что
краситель лучше диффундирует в толщу полотна при увеличении времени
запаривания. Однако, после 15 мин запаривания наблюдается уменьшение светлоты.
Это, вероятно, связано с дополнительной диффузией отдельных компонентов
печатной краски в местах ее нанесения в толщу полотна. Если краситель
диффундирует с поверхности в глубинные слои субстрата, то, естественно, будет
наблюдается уменьшение насыщенности окраски на поверхности полотна. Наложение
компонентов печатной краски на основную окраску при запаривании приводит к
некоторому изменению тональности окраски. Так как компоненты печатной краски по
молекулярной массе уступают массе красителя, то они должны быстрее и глубже
проникать во внутренние слои полотна при увеличении длительности запаривания,
что также подтверждается экспериментальными данными. Изменение тональности
основной окраски в пределах запаривания от 5 до 25 мин составляет 2 условные
единицы. Например, при 5 мин запаривания тон окраски (Т) напечатанных образцов
кубовым желтым составил Т=77,6, а
максимальное изменение тональности при 15 мин составляет Т=80,48. Данные
изменения тональности не воспринимаются зрительно органами зрения человека. Во
всех случаях запаривания устойчивость окраски хлопчатобумажной ткани кубовым
желтым в пасте составляет 5 баллов.
На основании полученных экспериментальных данных
можно сделать предварительный вывод о том, что оптимальное время запаривания
напечатанных образцов в предлагаемом устройстве составляет 7-12 мин. Это
согласуется с литературными данными по применению кубовых и активных красителей
в промышленных условиях.
Режим обработки текстильных материалов с целью
фиксации различных красителей в предлагаемом устройстве имеет ряд преимуществ:
·
предотвращается
образование “капели” на текстильном материале, исключается возможность
растекания окраски при ее фиксации, улучшается качество окраски текстильного
материала;
·
обеспечивается
равномерность обработки текстильного материала по всей площади, как с
изнаночной, так и с лицевой стороны, что способствует проникновению красителей
во внутреннюю структуру материала и его качественной фиксации.
Технический результат от использования
предлагаемого устройства при фиксации различных красителей на текстильных
материалах включает возможность:
·
менять
вид теплоносителя (пары воды, ее растворов или азеатропных смесей) в
зависимости от природы волокнистого состава текстильного материала, вида
красителей и используемых текстильно-вспомогательных веществ;
·
оперативно
подобрать оптимальные параметры паровой обработки при фиксации красителей
(давление паров, время обработки);
·
сократить
расходы энергоресурсов (электроэнергии, пара) за счет повторного использования
энергии отработанного пара при фиксации красителей без ухудшения показателей
качества окраски и ее устойчивости к физико-химическим воздействиям;
·
подобрать
оптимальный вид пароносителя (вода, водный раствор, азеатропная смесь);
·
при
фиксации кубовых красителей увеличивается степень диффузии красителя во
внутренние слои материала и его фиксация за счет более эффективного воздействия
паровой среды, что уменьшает сход незафиксированного красителя с материала и
его сброс в сточные воды при последующих промывках.
Конструкция проста в
изготовлении. Может быть использована в химлабораториях красильных и печатных
цехов отделочных предприятий текстильной промышленности, НИИ, ВУЗов
текстильного профиля при проведении научно-исследовательский работ по изучению
влияния различных факторов на степень фиксации красителей с целью разработки
оптимальных режимов обработки напечатанных и пропитанных текстильных
материалов. Устройства подобной конструкции могут быть рекомендованы малым
предприятиям, т.к. их изготовление доступно в условиях РМЦ.
Литература
1.
Мельников Б.Н. Современное состояние и перспективы
развития техпологии крашения текстильных материалов. -М.: 1988.
2.
Баданов К.И., Жумадилова Р.М., Баданова Р.Р. Устройство для
паровой фиксации красителей на текстильных материалах. А.с №50959 Комитет по
правам интеллектуальной собственности Министерства юстиции Республики
Казахстан, 2007г.