УДК 625. 143
Касымжанова
Куралай Советовна - соискатель
Казахский университет
путей сообщения
г. Алматы, Казахстан
О УПРАВЛЕНИИ ТЕМПЕРАТУРНЫМ РЕЖИМОМ ЭКСПЛУАТАЦИИ БЕССТЫКОВОГО ПУТИ В
КАЗАХСТАНЕ
В [1] п. 3.4.1 записано: «…Разница температур закрепления соседних коротких
плетей, составляющих длинную плеть, не должна превышать 5 оС,
а суммарная разность по всей длине плети – 10 оС». Контролировать температурный режим (ТР) эксплуатации
пути рекомендуется по смещениям контрольных сечений рельсовых плетей (РП)
относительно «маячных» шпал (МШ) (п.4.2.2).
Одновременно с этим в п. 4.2.3 ТУ
изложено: «При обнаружении на «МШ» смещений контрольных сечений рельсов до 5 мм
необходимо проверить на участке состояние скреплений, заменить дефектные элементы, смазать резьбу,
подтянуть гайки клеммных и закладных болтов. При смещении более 5 мм следует
определить изменения расстояний между смежными контрольными сечениями, учитывая
размер и направление смещения. Если изменения (удлинения или укорочения) 100-метрового
участка между «МШ» не превышает 10 мм, можно ограничится выполнением выше
указанных мер, при этом необходимо внести изменение температуры закрепления РП на угнанном участке…».
В [2] рассмотрен простейший случай
изменения ТР при угоне отдельного участка РП по отношению к «МШ». Для АО «НК
«КТЖ»» рекомендуемая оптимальная температура
закрепления РП на постоянный режим эксплуатации равна 35 ± 5 и 40 ± 5 оС (п. 3.4.1 ТУ).
Допустим, РП закреплен при температуре + 35 оС. При
контроле за угоном РП по смещениям контрольных сечений (температура рельсов в момент контроля также, например, составляла +
35 оС) обнаружили смещение только одного контрольного сечения 4 в
сторону сечения 5 на расстояние Δl (см.
рисунок 1).
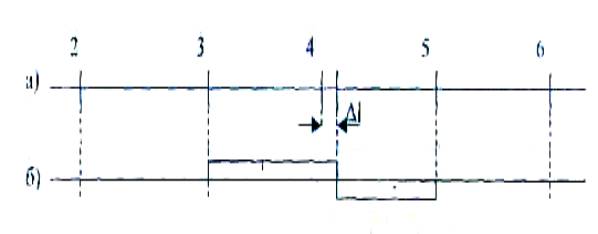
Рисунок
1. Изменение ТР эксплуатации РП (а) и
эпюра (б) расчетных напряжений между
контрольными сечениями 2, 3, 4, 5 и 6
При величине Δl = 5 мм отклонения фактической температуры закрепления участков РП
между контрольными сечениями 3 и 4, 4 и 5 для рельсов типа Р65 подсчитываются
по формуле: Δt = ± 85(Δl/l),
где Δl – измеренное удлинение
(+) или укорочение (-) участка, мм;
l – расстояние между «МШ», м (п.
4.2.4 ТУ-02)
Δt = ± 85(5/l00) ≈ ± 4 оС.
Следовательно, температура закрепления между сечениями 3 и 4 равна + 39 оС, а между 4 и 5
составляет + 31 оС.
В этом случае, если Δl
будет равна, например, 9 мм, то Δt = ± 85(9/100) ≈ ± 7 оС, а температура закрепления между этими
сечениями составит + 42 оС и
+ 28 оС соответственно. Значит по [2], требования пп. 4.2.4 и 3.4.1
ТУ противоречат друг другу. Можно ли эти противоречия устранить? По [2] да,
если управлять ТР эксплуатации бесстыкового пути (БП) и предложена следующая
технология.
Условия работ: участок
двухпутный длиной 50 м, электрифицированный,
оборудованный автоблокировкой, в плане имеет 70% прямых и 30 % кривых; рельсы
типа Р65; скрепление КБ; шпалы железобетонные 1872 шт./ум; балласт щебеночный,
размеры балластной призмы соответствуют утвержденным поперечным профилям. Работы
выполняют на одной РП. В том месте, где расчетные эксплуатационные напряжения
больше напряжений от разницы температур
рельсов при их закреплении на постоянный режим и при контроле за перемещением
сечений, РП изгибают в вертикальной плоскости. В [3] приведена конструкция рельсового скользуна,
позволяющая это сделать.
Бригадой из шести
монтеров пути руководит дорожный мастер (сигналисты в их состав не входят).
Используются следующие инструменты и механизмы: три гидравлических домкрата,
шесть торцовых ключей, двое железных вил или совковых лопат, три скользуна;
шесть скребков для очистки скреплений и рельсов от грязи, аппаратура связи,
мегафон, бачок для воды. На все работы уходит 1 ч 15 мин (точнее – 74 мин), из
них на подготовительные операции – 20 мин, основное – 23 мин и заключительные –
31 мин. До и после «окна» участок ограждают сигналами уменьшения скорости.
Сначала все шесть
монтеров пути очищают рельсы и скрепления
от засорителей, затем ослабляют гайки
клеммных болтов на 3-4 оборота (62 шт.) и снимают клеммы с болтами на
соответствующих участках. После закрытия движения ослабляют оставшиеся гайки
клеммных болтов на 3-4 оборота (32 шт.) и снимают клеммы с болтами. Затем
устанавливают три скользуна. После этого три монтера ставят домкраты,
изгибают рельс в скользунах, опускают
рельс и снимают домкраты. Другие три монтера после возвращения контрольного
сечения в проектное положение, завертывают ранее ослабленные гайки клеммных
болтов на 3-4 оборота на части шпал (32 шт.). Потом шесть монтеров снимают скользуны, устанавливают и завертывают
соответствующие гайки клеммных болтов (32 шт.). После «окна» все шесть человек устанавливают клеммы с болтами и
завертывают гайки, в том числе ослабленные.
До
начала XXI в. по
[4] на железных дорогах (ЖД) РФ применяли практически только контактный способ
сварки рельсов как в стационарных условиях (в рельсосварочных поездах (РСП)),
так и на перегоне (с использованием передвижных рельсосварочных машин (ПРСМ)).
Способ сварки на перегоне с предварительным изгибом (А.С. № 226754 ) после
длительных исследований и испытаний был утвержден Главным управлением пути МПС
СССР в 1982 г. Тогда в технологических указаниях допустили ряд неточностей
из-за вмешательства в текст ТУ специалистов, недостаточно изучивших особенности
способа. Эти неточности сохраняются до сих пор в [5]. Неточности заключались,
прежде всего, в норме остаточной стрелы fо = (15
-30) см без дифференциации в зависимости от радиуса кривой. Максимальная ошибка
в температуре закрепления из-за
этого, как видно из [6] может достигать 18 оС в сторону ее занижения
по сравнению с зафиксированной в журнале учета ТР работы БП. Ошибку исправили в
«Технических указаниях о восстановлении контактной сваркой лопнувших и
дефектных рельсовых плетей бесстыкового пути», утвержденных ЦП МПС СССР
26.07.90, но в [5], как и предыдущих ТУ-91, об этом забыли.
В приложении П.Г.5
ТУ-02 [1] «Сварка с предварительным изгибом привариваемой плети» (с. 56) к
указанной ошибке в ту же сторону с фактическим понижением температуры закрепления по сравнению с записанной в журнале учета
добавили еще одну ошибку в расчетах длины так называемых «анкерных участков»,
которые применяли при сварке с использованием гидравлических натяжных устройств
(ГНУ) для случаев, когда температура рельсов
во время работ ниже оптимальной температуры
закрепления более чем на 5 °С. В ТУ-02 п.4.7.5 (с. 36) сказано: «...погонное
сопротивление шпал (при незамерзшем балласте r = 7 кН/м - при неуплотненном балласте и г =
12 кН/м - при уплотненном) продольному
перемещению в пределах
анкерного участка». «Шпал» - это
значит на две рельсовые нити. А в приложении П.Г.5 (с. 57), где приведенные
значения r в работе используются как
сопротивления, приходящиеся на одну рельсовую нить, написано: «Для зимних
условий r = 25 кгс/см, а для летних r = 12,5 кгс/см». В ТУ-2000 РФ [5] п.4.5 (с. 86) для рыхлого балласта (вновь
уложенного) r = 7 кН/м (r = 7 кгс/см); для балласта, уплотненного
динамическим стабилизатором r =
9 кН/м (r = 9 кгс/см); для
стабилизированного пути, пропустившего более 50 млн т брутто груза r = 10—12,5 кН/м (10—12,5 кгс/см)». В [7] на
с.169 в табл. 4 приведены численные значения «Максимальных погонных
сопротивлений в кг/см для двух рельсовых нитей»: для щебеночного балласта при
1600 шпал на 1 км r = 8,0
кг/см, при 1840 шпал на 1 км r =
9,2 кг/см и для 2000 шпал на 1 км r =
10,0 кг/см. В [8] на с. 28-29 даны результаты измерений погонных
сопротивлений вдоль оси пути деревянных и железобетонных шпал в виде графиков
их зависимости от продольных перемещений λ, при обычном профиле балластной
призмы. Аппроксимацией этих эмпирических зависимостей В.И. Новакович в 1966 г.
для двух нитей получил
3
степенную функцию r =
15,5√λ. На нее ссылка в [9] где
отмечено, что для эпюры шпал 1840 r =
9,2
кН/м на одну нить «при
щебеночном хорошо уплотненном балласте». И далее: «Фактически значение r зависит от продольного смещения λ каждого сечения рельсов, при этом r = bλm. Здесь b и m -
параметры, определяемые опытным путем, b ≈ 7,5-8,0 и m = 1:3, в случае λ – в сантиметрах и r -
в килоньютонах на 1 м нити». На приводимых графиках это λmax максимальное в опыте перемещение λmax = 1 см. При вычислении среднего значения rср =
{∫ bλmdλ}/λmax получено для данной рельсовой нити r ≈ 5 кН/м. Приведенные осредненные значения
погонных сопротивлений r найдены
статическим экспериментом. В [9] указано,
что «при сотрясениях проходящей подвижной нагрузкой значение r падает до 0,75-0,50 своего статического
значения». В [10] сказано, что при
эксплуатации в результате релаксации сил, передаваемых шпалами на балласт,
связь между r и λ стирается. В [11] экспериментально показано, что под действием
продольных сил, передаваемых рельсами на шпалы, последние ползут и при
значениях сил существенно меньше тех, которые в статической теории принято
считать средними.
Таким образом, если
учесть сказанное, то приведенную в ТУ-2000 и ТУ-02 исходную «эпюру температурных сил в РП в зоне
производства работ» нужно считать верной только для частного и маловероятного
случая, когда в одно «окно» выполняется и вырезка дефектного места в РП, и
окончательное ее восстановление контактной сваркой способом предварительного изгиба с применением ПРСМ.
Однако в этом случае участки ld, на которых происходят продольные перемещения, если не завышать погонные сопротивления перемещениям r, окажутся более чем в три раза длиннее тех,
которые приведены в примере расчета ТУ-2000 и ТУ-02. В [12] вначале более подробно, чем в ТУ—2000, п.4.5,
с иллюстрацией изменяющейся эпюры продольных сил излагается способ сварки с
предварительным изгибом, применяемый при температуре
рельсов ниже температуры закрепления
более чем на 5 оС. Копируя п.4.5, авторы совершают те же ошибки:
завышают значения r и не
упоминают о возможных случаях работы в кривых участках. К тому же в
иллюстрируемых эпюрах участок, где создается избыточная продольная сила,
находится с того же конца РП, на котором находится ПРСМ, что весьма
нетехнологично. Все расчеты приведены в общем виде (без конкретных цифр) и без
ограничений температуры, за
исключением невозможности сварки при температуре
ниже -5 °С. Но при температуре
рельсов во время сварки -5 °С для создания в РП оптимального температурного режима необходимо было бы
«перенатягивать» РП продольной силой 1600 кН! Такую силу ГНУ не могут
создавать.
А какой длины тогда должны быть анкерные участки? С
учетом сказанного их
общая длина должна превышать целый километр.
Ко всему нужно представлять себе реальную
картину деформации элементов верхнего строения пути в пределах анкерных
участков. В [13] предлагалось по возможности отказаться от технологий,
требующих применения таких участков. В связи с изложенным использование ПРСМ со
сварочной головкой К-922, которая может создавать продольную силу до 1200 кН,
весьма рационально.
В [12] видимо попытались восполнить пробел отсутствие у
них соответствующей Инструкции. Однако в результате того, что
ими заимствованы ошибочные (завышенные) данные о значениях r и ничем не обоснована длина - зачем-то во всех случаях
раскрепляемого участка (57,7 м) -
предлагаемые таблицы перемещения концов свариваемых РП использовать нельзя. В
противном случае в местах сварки фактическая температура закрепления окажется существенно ниже оптимальной.
Если, как записано в [12], еще и
«отсутствуют данные о влиянии длины растягиваемого участка на режим сварки», то
и незачем спешить с недостаточно обоснованными рекомендациями, да, якобы, с точностью до 1 мм и 1 °С!. Без анкерных участков можно обойтись в
случаях применения вместо ГНУ нагревательных передвижных устройств (НПУ),
например, способа (А.С. № 1043222). В [14] описан «новый» способ сварки с
применением предварительного изгиба, с
использованием ПРСМ и НПУ, но явно нереальный технологический процесс при температуре рельсов -10 °С, в котором
нагревается 100 м участок до температуры
64 °С, причем с обоих концов он закреплен анкерными участками длиной по 50 м
каждый. На примыкающем участке
еще 100 м длины сваривают РП
способом предварительного изгиба. На этот участок после сварки предлагается
перераспределить температуру нагретого
участка. Если так работать, то нагретый участок после сварки просто охладится и
никакого выравнивания температуры
закрепления не произойдет. Температура
закрепления останется низкой, и это место будет особо опасным с точки
зрения устойчивости пути. Нагревать надо для того, чтобы произошло расчетное и
контролируемое удлинение конца РП, саму же температуру
нагрева измерять не требуется, да это и весьма проблематично сделать.
Работать по такому способу нельзя, не создавая угрозы безопасности движения
поездов.
Литература
1.Технические указания по
устройству, укладке, содержанию и ремонту бесстыкового пути. ЦП/17-02. Утвержден
ЦЗ 23.12.02. – Астана.: Магистраль,
2002. – 68 с.
2.Жулев Г.Г., Васичкин
Н.И. Управлять температурным режимом
эксплуатации бесстыкового пути//Путь и путевое хозяйство, 2007. - №10. – С. 19.
3.Жулев Г.Г.,
Алимухамбетов В.В. Рельсы можно сберечь//Путь и путевое хозяйство, 2007. - №5.
– С.39.
4. Жулев Г.Г., Новакович
М.В., Залавский Н.И., Г.В. Карпачевский. Ошибки при удлинении рельсовых
плетей//Путь и путевое хозяйство, 2008. - №10. – С. 17-19.
5. Технические указания по устройству, укладке, содержанию и
ремонту бесстыкового пути. ТУ-2000. Утвержден ЦЗ 31.03.00.- М.: Транспорт,
2000.- 68 с.
6. Карпачевский В.В.
Уточнить остаточные стрелы изгиба плетей//Путь и путевое хозяйство, 2008.
- № 1. – С.12.
7. Взаимодействия пути и подвижного состава/Бромберг Е.М., Вериго
М.Ф., Данилов В.Н., Фришман М.А. – М.: Трансжелдориздат, 1956. – 280 с.
8. Бесстыковой путь. – М.: Трансжелдориздат, 1962. – 215 с.
(Тр. ВНИИЖТа, вып. 244).
9. Шахунянц Г.М. Железнодорожный путь.–
М.: Транспорт, 1987.– 479 с.
10. Коган А.Я. Продольные силы в железнодорожном пути. –М.:
Транспорт, 1967. – 168 с. (Тр. ВНИИЖТа, вып. 332).
11. Новакович В.И. Бесстыковый путь со сверхдлинными
плетями. – М.: Маршрут, 2005. – 144 с.
12. Прудников А.В., Синдеев К.А.
Эффективность применения сварочной машины К- 922//Путь путевое хозяйство, 2008.
- №1. – С. 21-23.
13. Новакович М.В., Залавский Н.И.,
Курилина И.А., Карпачевский Г.В. Что происходит на анкерных участках//Путь
путевое хозяйство, 2003. - № 2. – С. 10-11.
14. Клименко В.Я. Устройство плетей длиной с перегон//Путь
путевое хозяйство, 2000. - №9. – С. 27-29.