Технічні науки/4.
Транспорт
Обіщенко В.Г.
Автомобільно-дорожній
інститут ДВНЗ «ДонНТУ», м. Горлівка, Україна
Вплив
різних умов роботи паралельних робочих місць на тривалість технологічного
процесу
Організація
роботи паралельних робочих місць (ПРМ) повинна забезпечити обробку всіх предметів
праці – вантажних одиниць (ПП) на кожній операції процесу доставки вантажів з
мінімальними витратами та тривалістю реалізації. Синхронізація роботи ПРМ
дозволить зменшити витрати на процес доставки, шляхом зменшення витрат на
передачу ПП з операції на операцію. З іншого боку при синхронній організації
роботи ПРМ не завжди забезпечується мінімальна тривалість реалізації та
технічна здійснимість операцій саме для процесу доставки вантажів.
Відомі моделі
розрахунку тривалості виробничого циклу (ТВЦ), що достатньо розглянуті в роботі
[1] не розглядають умови роботи ПРМ (синхронні або несинхронні) при паралельно-послідовній
схемі організації руху предметів праці (ППСОР ПП), а також при зміні їхньої кількості в передатній партії
та партії запуску від операції до операції, до того ж, в дискретних
нетехнологічних процесах (транспортних, складських,
навантажувально-розвантажувальних, тощо).
В роботі [1]
вперше запропоновано в узагальненому вигляді модель розрахунку ТВЦ в дискретних нетехнологічних
процесах без врахування часу на перерви при ППСОР ПП за умови синхронності
виконання робіт на ПРМ операцій. Схема щодо визначення тривалості виробничого
циклу процесу доставки вантажів при ППСОР ПП та синхронному виконанні робіт на
ПРМ, а також параметри реалізації процесу наведені на рисунку 1.
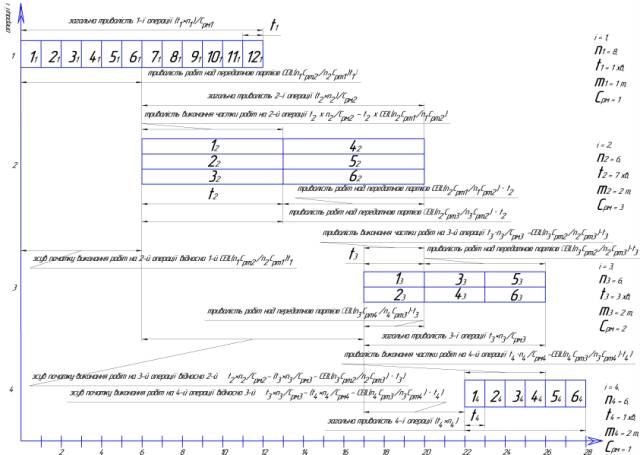
Рисунок
1 - Схема щодо визначення тривалості виробничого циклу процесу доставки
вантажів при ППСОР ПП та синхронному виконанні робіт на ПРМ
Примітка: 1) при
умовному позначенні предмету праці великий індекс позначає порядковий номер
вантажної одиниці, малий – номер операції на якій здійснюються певні види
робіт. Наприклад: 12 – перша вантажна одиниця при здійсненні над нею
робіт на другій операції. 2) в параметрах реалізації процесу: і – номер операції; nі ,nm – відповідно кількість
ПП в партії запуску на і-й та на m-й (заключній) операції; ti , ![]() - відповідно штучно-калькуляційний час і-ї та m-й (заключній)
операції;
- відповідно штучно-калькуляційний час і-ї та m-й (заключній)
операції; ![]() ,
, ![]() - відповідно кількість ПРМ, що зайняті виготовленням партії
ПП на і-й та m-й (заключній) операції; ceil – округлення до
цілого числа в більший бік; m1, m2, m3, m4 – маса одного ПП (вантажної одиниці) на кожній з
операцій процесу.
- відповідно кількість ПРМ, що зайняті виготовленням партії
ПП на і-й та m-й (заключній) операції; ceil – округлення до
цілого числа в більший бік; m1, m2, m3, m4 – маса одного ПП (вантажної одиниці) на кожній з
операцій процесу.
При
організації технологічного процесу й визначенні ТВЦ підготовчих операцій
процесу доставки вантажів при ППСОР ПП та несинхронній роботі ПРМ необхідно
врахувати наступні фактори: 1)необхідність поділу ПП в передатній партії між
всіма ПРМ на і+1–й операції; 2) рівномірне завантаження ПРМ; 3) безперервність виконання
робіт над ПП на кожному ПРМ; 4) час початку обробки кожного ПП (або групи ПП)
на кожному ПРМ і+1-н операції
розпочинається не раніше ніж скінчиться обробка відповідного ПП на і-й операції (або групи ПП, що складають
один ПП на і+1–н операції).
Визначення
тривалості виробничого циклу процесу доставки вантажів при
паралельно-послідовному способі організації руху предметів праці та
несинхронному виконанні робіт на ПРМ проводиться для тих же параметрів й умов
реалізації процесу, що використовувалися й при синхронному виконанні робіт на
ПРМ, тобто: 1) складові операції процесу доставки
вантажів (затарення, пакетування, переміщення в зону накопичення, навантаження,
перевезення, розвантаження) відносяться до нетехнологічних складових дискретного
виробничого процесу; 2) предметом праці в процесі доставки вантажів є вантажна
одиниця (вантаж в тарі, в пакеті, в автомобілі) з якою, в залежності від
операції, виконуються певні види робіт; 3) до особливостей процесу доставки
вантажів можна віднести укрупнення (наприклад на операціях затарення,
пакетування, навантаження) або роздрібнення (наприклад на операції
розвантаження) ПП, тобто окремо взяті ПП і-й
операції та ПП і+1-н операції можуть
відрізнятися один від одного за масою, габаритними розмірами, тощо, а
відповідно й загальна їх кількість для кожної операції теж може відрізнятися; 4)
загальна маса нетто всіх предметів праці для кожної операції процесу доставки
вантажів однакова.
При розробці моделі визначення ТВЦ процесу доставки вантажів
в роботі [1]
було прийнято, що: 1) штучний час операції не змінюється від одного ПП до
іншого; 2) час транспортування ПП з операції на операцію враховується в часі її
виконання.
Під
синхронністю виконання робіт розуміється одночасність початку і закінчення
робіт на всіх ПРМ кожної операції.
Схема щодо
визначення ТВЦ процесу доставки вантажів при ППСОР ПП та несинхронній
організації робіт на ПРМ наведена на рисунку 2.
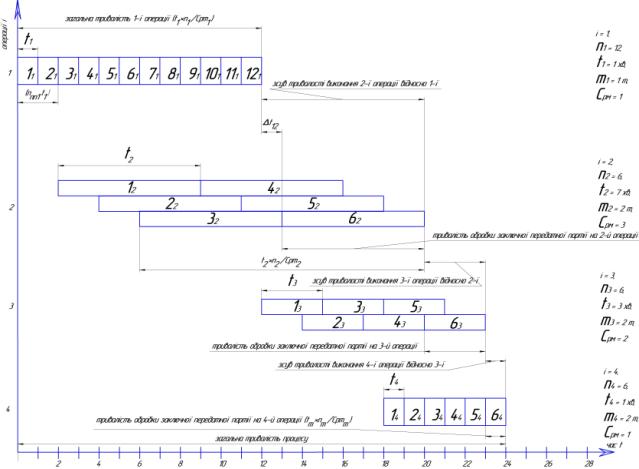
Рисунок
2 - Схема щодо визначення ТВЦ процесу доставки вантажів при ППСОР ПП та несинхронному
виконанні робіт на ПРМ
Таким чином, при однакових параметрах реалізації виробничого циклу процесу
доставки вантажів його тривалість при несинхронному способі організації роботи
ПРМ менше на 4 одиниці часу (14 %) ніж при синхронному.
Проведені
дослідження вказують на те, що в 8 випадках з 27 тривалість процесу доставки
вантажів при несинхронній організації робіт на ПРМ операцій при ППСОР ПП менша
ніж при синхронній. В інших випадках тривалості процесу доставки вантажів при
несинхронній та синхронній організаціях робіт на ПРМ операцій були рівними. Дослідження
проводилися при різних співвідношеннях кількості ПП, кількості ПРМ та
тривалості суміжних операцій. Таким чином, можна стверджувати, що тривалість процесу
доставки вантажів при несинхронній організації робіт на ПРМ операцій дорівнює
або менша тривалості відповідного процесу доставки вантажів при синхронній
організації робіт на ПРМ.
Синхронна організація роботи ПРМ для підготовчих операцій процесу доставки
вантажів дозволяє зменшити кількість передатних партій між суміжними операціями
за рахунок збільшення кількості ПП в них, а відповідно й зменшити витрати на передачу
ПП з операції на операцію. При синхронній організації роботи ПРМ не завжди може
бути забезпечена технічна здійснимість передачі декількох ПП з попередньої на
наступну операцію. Наприклад, відповідно до рисунку 1 для другої операції
(наприклад формування пакетів на піддонах) технічно не завжди можливо одночасно
перемістити три пакети на піддонах на наступну третю операцію (наприклад переміщення
в зону накопичення).
Економічну доцільність застосування різних форм організації ПРМ необхідно
визначати в кожному окремому випадку реалізації процесу, порівнявши додаткові
витрати при транспортуванні передатних партій для кожної пари суміжних операцій
при несинхронній організації роботи ПРМ та витрат, що пов’язані зі збільшенням
тривалості виробничого циклу та відповідно збільшенням обігових коштів при
синхронній організації роботи ПРМ.
Література
1. Обіщенко, В.Г. Модель
розрахунку тривалості виробничого циклу підготовчих операцій процесу доставки
вантажів / В.Г. Обіщенко // Комунальне господарство міст (103). 2012. - №103. –
с. 453-463. ISSN 0869-1231
2.
Организация производства на предприятии: Учебник [для технических и
экономических спеціальностей] / Под ред. О.Г. Туровца и Б.Ю. Сербиновского. Серия
«Экономика и управление». – Ростов-на-Дону: Издательский центр МарТ, 2002. –
464 с.