Математика/5. Математическое
моделирование
G.G. Shvachych, М.А. Sobolenko
National metallurgical
academy of Ukraine,Dnepropetrovsk, Ukraine
MATHEMATICAL DESIGN OF MUCH
SEQUENCING MODE OF HEAT TREATMENT OF LONG GOOD
Introduction. Presently, for preparation metal to cold deformation
spheroidizing and recrystallization annealing are used. This is conducted to
achieve the purpose of increasing plasticity of the metal and removal of
peening [1]. Heat treatment of metal is carried out in the stoves of mine type
or bell-shafted stoves in a protective atmosphere. The deficiency of these
traditional methods of preparation metal to cold deformation is heavy the
considerable expenses of electric power and gas at annealing of metal in
furnace, their low productivity, complication of providing the even heating and
cooling of hanks of wire.
As the alternative for
the indicated process of the furnace heating with electro-heat treatment is the
method of heat treatment, the distinetive characteristics of which are high
speeds of heating. In settings of the electro- contact heating treatment of
metal is executed continuous-consistently, that allows to mechanize and
automatize processes, quickly to pass to the new modes of heat treatment. For
the terms of wiffetss production (production of wire) this circumstance is
determining at creation of new technological processes [2].Complication of
development of technological lines consists in the much cyclic technological
process of treatment of metal (preparation of surface is cold deformation -
heat treatment) from a purveyance to the receipt of the required size of wire.
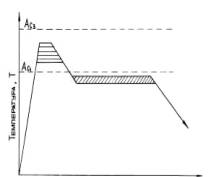
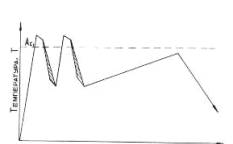
For example, heat treatment in a technological process can be carried out on
different charts (fig. 1 a, b) which depend on a brand became the set complex
of properties.
Planning of such line
requires implementation of difficult calculations and verification them in the
experimental-industrial mode at the choice of construction of setting and
descriptions of equipment, allowing to carry out the speed heating, following
after him isothermal self-control with the subsequent speed cooling.
time, s time, s
а) b)
Fig.1. Harts of the
spheroidizing annealing of wire with partial phase recrystallization and
subsequent isothermal self-control (a) and mulch cyclic mode of heat treatment (b)
Development and use of mathematical model,
characterizes the temperature field of metal in the process of heating,
self-control and cooling will allow to get information which can be used for
creation of equipment for the speed heating and cooling of long good.
Development of mathematical
model. The
interconnection of the thermal field with electromagnetic is conditioned that
the sources of heat are determined from the decision of electromagnetic task.
At the same time conductivity, dielectric and magnetic permeability of bodies
depend on a temperature. These dependences can have both smooth and saltatory
character. Character of these dependences influences at choice method of
calculation. It is very important, that all affecting of the electromagnetic
field properties of bodies and, in final analysis, on the coefficients of
equalizations show up through the changes of temperature and are inertia.
High-quality it is expressed in that thermal permanent time of the system and
its parts much more electromagnetic permanent. Therefore thermal and
electromagnetic tasks can be decided on certain temporal intervals independent
of each other with the step correction of associate sizes. A division is
conditional, because from the assumptions accepted at a calculation or from
calculation features all methods are given by results with a certain error.
Thermal processes are
described by Fure’s differential equalization that looks like [3]
![]() (1)
(1)
where w – is
volume closeness of internal sources of heat closeness of the material; ![]() - coefficients of heat capacity and heat
conductivity accordingly.
- coefficients of heat capacity and heat
conductivity accordingly.
If a transversal section
of wire is small as compared to long, and coefficient of heat conductivity ![]() is considerable, in equalization (1) it is
possible to put gradients of temperature on Y and Z equal to the zero. In this
case a task reduses to mono measuring, when the overfall of temperature takes
place only in the direction of longitudinal co-ordinate X. At such approach it
is possible to take into account heat emission in the most differential
equalization as a subzero source, and the interconnection of the thermal field
with electromagnetic will be conditioned positive sources heats which are
determined from the decision of electromagnetic task. Thus, the following
differential equalization of heat conductivity is simplified :
is considerable, in equalization (1) it is
possible to put gradients of temperature on Y and Z equal to the zero. In this
case a task reduses to mono measuring, when the overfall of temperature takes
place only in the direction of longitudinal co-ordinate X. At such approach it
is possible to take into account heat emission in the most differential
equalization as a subzero source, and the interconnection of the thermal field
with electromagnetic will be conditioned positive sources heats which are
determined from the decision of electromagnetic task. Thus, the following
differential equalization of heat conductivity is simplified :
![]() (2)
(2)
where W – is
amount of heat, conditioned converting of electromagnetic energy into thermal,
or given unit of volume of bar in time unit in an environment in the mode of
cooling. Thus, at the much cyclic mode a mathematical model (2) can describe
the modes, allowing to carry out both warming self-control and cooling modes.
For each of them the functional filling of source will be by it. In first case
the function of W corresponds the selection of heat which can be appraised by
Joule law. In the second case he can be presented as
![]() (3)
(3)
where ![]() - is a coefficient of heat exchange,
- is a coefficient of heat exchange, ![]() - relation of area of section of bar toward
the perimeter of section (
- relation of area of section of bar toward
the perimeter of section (![]() - for a
cylindrical bar, with radius R)
- for a
cylindrical bar, with radius R)
As in the much cyclic
mode of heat treatment, presented on fig.2, added every cycle except for the
sources, also moments of time and
amplitude of temperatures, there is possibility of problem (2) definition, (3)
as reverse. Under the structure of thermal model will understand a differential
model (2), (3). The specific features of thermal model are such, that for all
modes, reverse task, is the basic mean of receipt of necessary information at
the decision of tasks of thermal design for the chart of production line.
In this work Reverse
Task of Heat Conductivity decides by bringing it over to the extreme raising.
In-use approach consists of that at the decision of RTHC the sought after
causal descriptions of heat-exchange process are examined as parameters
managements, included in the decisions of direct tasks [4].
The presented raising of
task allows to decide a mathematical
model (2) within the framework of one of perspective in a decision
reverse tasks of heat exchange, proper their extreme raising with the use of
the known numeral methods of theory of optimization.
The results of decision
of reverse task on the developed approach are presented on a picture 2.
Conclusions
New approach is
considered to the problem of the speed heating and cooling of long good in the
technological stream of production of wire. The basic parameters of management
the speed mode of heat treatment are got on the basis of decision of reverse
task of heat conductivity, in which description of process examined as
management parameters. The mathematical design of speed process of heating and
cooling of long good showing efficiency offered approach.
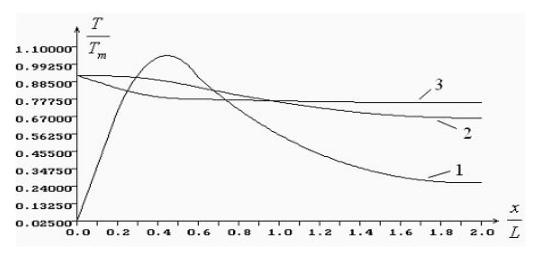
Fig. 2. Much sequencing mode, including the rapid
heating(1), self-control(2) and cooling(3)
Reference
1. Долженков
И.Е., Долженков И.И. Сфероидизация карбидов в стали.-М.: Металлургия, 1984.-
143 с.
2. Колпак
В.П., Лещенко А.Н., Полторацкий Л.М. Комплексные линии электротермической
обработки стального проката и проволоки// Сборник докладов 4-ой Международной
конференции “Оборудование и технологии ТОМ и сплавов”.- Харьков.- 2003.-
С.42-44.
3. Немков
В.С., Полеводов Б.С. Математическое моделирование на ЭВМ устройств
высокочастотного нагрева. – Л.: Машиностроение, 1980. - 64 с.
4. Швачич
Г.Г., Шмукин А.А., Протопопов Д.В. Некоторые особенности математического
моделирования обратных задач исследования теплофизических свойств материалов//
Металлургическая теплотехника. Сб. науч. трудов НМетАУ в 2-х книгах. Книга
первая. – Днепропетровск: Пороги, 2005.- С.449-456.