Математика
Лавріненко Н.М., Хомічук В.А., Бескровний О.І.
Доннецький Національний
університет економіки і торгівлі імені Михайла Туган-Барановського
Статистична модель процесу аерування
жирової маси у пластифікаторі ВВ-ПМЛ
У статті досліджено процеси перемішування жирових
мас у пластифікаторі ВВ-ПМЛ. Обгрунтовано вибір раціональних режимів аерування
за допомогою математичної моделі процесу
змішування у двоваловому лопатевому змішувачі.
Ключові слова: аерування, пластифікатор,
змішувач, жирова маса, математична модель.
Українські
кондитерські підприємства виробили у 2007 році понад 1,1 млн. тонн
продукції, що за обсягом становить більше 3% ВВП країни [1]. Сегмент борошняних кондитерських виробів займає
близько 40% усього обсягу продукції, а практично всі вони у середньому на
третину складаються з жирової сировини. Останнім часом в якості заміни
стандартної жирової сировини – маргарину – використовуються суміші на основі
пальмового, пальмоядрового і ріпакового масел. Ці рослинні жири потребують
попередньої підготовки для використання у відповідному технологічному процесі.
Одне з
головних завдань – інтенсифікація процесу підготовки жирової маси шляхом
одночасної дії на неї різних фізико-хімічних факторів. Саме такі процеси відбуваються у розробленому нами пластифікаторі
ВВ-ПМЛ [2,3]. Ця
установка поєднує механічний і тепловий вплив на жирову масу, що дозволяє
виконувати такі операції, як подрібнення, змішування, диспергування,
гомогенізацію, емульгування, аерування і темперування. При цьому продукт зазнає
комплексного механічного впливу, тобто силового контакту робочих елементів
установки; гідродинамічного впливу, який створює статичні і динамічні напруги,
градієнти і пульсації швидкості і тиску. До того ж наявність у робочій ємності
повітря забезпечує можливість часткового аерування, тобто отримання
монодисперсної збитої консистенції жирової маси. Крім того, важливою перевагою
пластифікатора ВВ-ПМЛ над іншим обладнанням є можливість завантаження твердих
жирів без попереднього розтоплювання.
Одним з
найважливіших напрямів розвитку і вдосконалення технологічних процесів є побудова
таких математичних моделей, які б дозволили прогнозувати якість готового
продукту, виходячи з геометричних, кінематичних і термодинамічних параметрів
робочих органів обладнання. Але складність явищ, які відбуваються у змішувачі,
утруднює математичний опис залежності розподілу елементів емульсії від
фізико-механічних властивостей обладнання та його технологічних і
конструктивних факторів. Суперечливість результатів різних дослідників [4] пояснюється
тим, що застосування традиційного методу дослідження при вивченні
багатофакторного процесу змішування не
дозволяє точно вибрати оптимальний рівень факторів, так як невідомі ступінь і
характер їх взаємодії.
Метою статті
є обгрунтування результатів експериментальних досліджень процесу аерування
жирової суміші за допомогою статистичних методів.
Для
визначення якості перемішування знаходились відносні концентрації повітряної
компоненти ![]() в
в ![]() довільно вибраних
точках змішувача при
довільно вибраних
точках змішувача при ![]() паралельних
випробуваннях (
паралельних
випробуваннях ( ![]() – номер точки, у якій
досліджується процес,
– номер точки, у якій
досліджується процес, ![]() ,
, ![]() – номер випробування,
– номер випробування, ![]() ). Диференціальне
рівняння для вибірки із
). Диференціальне
рівняння для вибірки із ![]() проб, взятих в
проб, взятих в ![]() довільно вибраних
точках змішувача при
довільно вибраних
точках змішувача при ![]() паралельних
випробуваннях у кожній точці має вигляд:
паралельних
випробуваннях у кожній точці має вигляд:
 (1)
(1)
де ![]() – коефіцієнт
швидкості змішування;
– коефіцієнт
швидкості змішування; ![]() – математичне
сподівання концентрації повітряної компоненти;
– математичне
сподівання концентрації повітряної компоненти; ![]() – дисперсії, які
характеризують незавершеність процесу змішування.
– дисперсії, які
характеризують незавершеність процесу змішування.
Перейдемо від
концентрації повітряної компоненти до її вибіркової дисперсії, яка характеризує
якість аерування жирової маси та запишемо відповідне диференціальне рівняння. Знайдемо
суму рівнянь (1) по ![]() точках і
точках і ![]() випробуваннях і
отримане рівняння розділимо на
випробуваннях і
отримане рівняння розділимо на ![]() . В результаті одержимо
. В результаті одержимо
 . (2)
. (2)
В правій
частині рівняння (2) величина ![]()
 представляє собою усереднену по
представляє собою усереднену по ![]() точках і
точках і ![]() випробуваннях
дисперсію концентрації повітряної компоненти у жировій масі. Перетворимо величину
випробуваннях
дисперсію концентрації повітряної компоненти у жировій масі. Перетворимо величину
 , що стоїть у лівій частині рівняння , для чого піднесемо її до
квадрату. Відхилення концентрації від її математичного сподівання
, що стоїть у лівій частині рівняння , для чого піднесемо її до
квадрату. Відхилення концентрації від її математичного сподівання ![]() є незалежними
центрованими випадковими величинами, тому подвійні суми парних добутків
центрованих випадкових величин
є незалежними
центрованими випадковими величинами, тому подвійні суми парних добутків
центрованих випадкових величин ![]() дорівнюють нулю. Тоді
дорівнюють нулю. Тоді
 , (3)
, (3)
де ![]() – вибіркова дисперсія
концентрації повітряної компоненти жирової маси.
– вибіркова дисперсія
концентрації повітряної компоненти жирової маси.
Вираз ![]()
 представляє собою
усереднену дисперсію, яка характеризує ступінь незавершеності процесу
змішування, що за фізичним змістом є дисперсією сегрегації
представляє собою
усереднену дисперсію, яка характеризує ступінь незавершеності процесу
змішування, що за фізичним змістом є дисперсією сегрегації ![]() . Після перетворень рівняння (2) має вигляд
. Після перетворень рівняння (2) має вигляд
 . (4)
. (4)
На рисунку 1
наведено кінетичну криву процесу змішування, яка характеризує змінення
дисперсії концентрації ![]() за часом.
за часом.
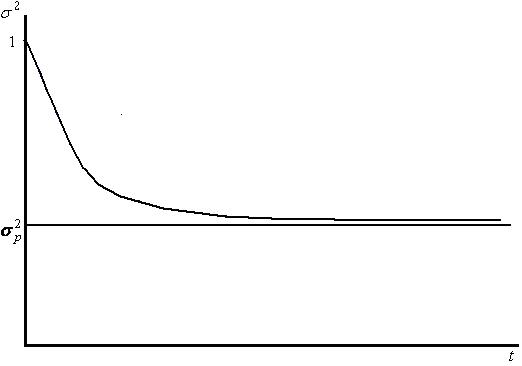
Рисунок 1 –
Кінетична крива для процесу змішування
При достатньо
великих значеннях часу ![]() досягається гранична
якість суміші
досягається гранична
якість суміші ![]() , коли процес аерування знаходиться у динамічній рівновазі.
, коли процес аерування знаходиться у динамічній рівновазі.
Припустимо,
що між дисперсією процесу розподілення і сегрегації існує лінійний зв'язок,
який визначається співвідношенням
![]() , (5)
, (5)
де ![]() – початкова дисперсія
концентрації повітряної компоненти при
– початкова дисперсія
концентрації повітряної компоненти при ![]() ;
; ![]() – коефіцієнт
пропорційності;
– коефіцієнт
пропорційності; ![]() – початкова дисперсія
сегрегації при
– початкова дисперсія
сегрегації при ![]() .
.
На практиці при
дослідженні процесів змішування використовують дисперсію, нормовану відносно початкової
дисперсії ![]() , яка у нашому випадку розраховується за формулою
, яка у нашому випадку розраховується за формулою ![]() , де
, де ![]() – концентрація повітряної
компоненти.
– концентрація повітряної
компоненти.
Тоді граничні
умови мають вид: при ![]() , а при
, а при ![]() .
.
З формули (5)
випливає, що
![]() . (6)
. (6)
Так як при ![]() , то з рівняння (6) знаходимо коефіцієнт пропорційності
, то з рівняння (6) знаходимо коефіцієнт пропорційності ![]()
![]() . (7)
. (7)
Враховуючи
(6), перепишемо рівняння (4) у виді, зручному для інтегрування
 . (8)
. (8)
В результаті
інтегрування рівняння (8), отримаємо
 . (9)
. (9)
Визначимо
постійну інтегрування ![]() з початкової умови
з початкової умови ![]() :
:
 . (10)
. (10)
З урахуванням
(10) рівняння (9) запишеться у вигляді
 . (11)
. (11)
Підставимо
вираз (7) для коефіцієнта пропорційності ![]() у рівняння (11) і
одержимо
у рівняння (11) і
одержимо
 . (12)
. (12)
Розв’яжемо
рівняння (12) відносно ![]() . В результаті отримали залежність вибіркової дисперсії
концентрації повітряної компоненти жирової маси від часу
. В результаті отримали залежність вибіркової дисперсії
концентрації повітряної компоненти жирової маси від часу
 , (13)
, (13)
яка задовольняє початковим умовам
![]() та
та ![]() .
.
Формула (13)
представляє собою математичну модель процесу аерації у лопатевому змішувачі
пластифікатора ВВ-ПМЛ, який визначається константою швидкості змішування ![]() і граничною (рівноважною)
дисперсією концентрації повітряної компоненти у жировій масі
і граничною (рівноважною)
дисперсією концентрації повітряної компоненти у жировій масі ![]() .
.
Параметри
математичної моделі ![]() і
і ![]() залежать від режиму
роботи і конструктивних особливостей змішувача і визначаються експериментально
на етапі ідентифікації параметрів і перевірки адекватності математичної моделі.
Для ідентифікації і перевірки математичної моделі (13) була поставлена серія
паралельних дослідів по перемішуванню жирових мас у двохваловому шнеколопатевому
змішувачі пластифікатора ВВ-ПМЛ.
залежать від режиму
роботи і конструктивних особливостей змішувача і визначаються експериментально
на етапі ідентифікації параметрів і перевірки адекватності математичної моделі.
Для ідентифікації і перевірки математичної моделі (13) була поставлена серія
паралельних дослідів по перемішуванню жирових мас у двохваловому шнеколопатевому
змішувачі пластифікатора ВВ-ПМЛ.
Жирові блоки
завантажували у бункер і починали пластифікувати з одночасною аерацією за
заданою програмою. Через задані проміжки часу пластифікатор зупиняли і з об'єму
суміші у рівномірно розташованих десяти точках (![]() ) відбирали проби у п’ятикратній повторності (
) відбирали проби у п’ятикратній повторності (![]() ). Проби відбирали точковим способом пробовідбірником за ГОСТ
13496.0-80. Далі їх зважували на електронних терезах ВСЛ-200/1 та розраховували
відносні концентрації повітряної компоненти в окремих точках, величини відхилення
концентрації та ступінь рівномірності розподілення компоненти.
). Проби відбирали точковим способом пробовідбірником за ГОСТ
13496.0-80. Далі їх зважували на електронних терезах ВСЛ-200/1 та розраховували
відносні концентрації повітряної компоненти в окремих точках, величини відхилення
концентрації та ступінь рівномірності розподілення компоненти.
Проби
відбирали через різні проміжки часу. Враховуючи експоненціальний вид кінетичних
кривих, у початковому періоді проби відбирали через менші проміжки часу, у
кінцевому – через більші. Проби відбирали у моменти часу 60с, 120с, 180с, 240с,
360с для маргарину і 60с, 180с, 300с,
480с, 660с для пальмового жиру, що зумовлено режимом роботи пластифікатора і
фізико-хімічними характеристиками жирової маси. Об’ємне завантаження змішувача
в усіх дослідах складало 0,06 м3, кутова швидкість обертання валів –
0,49 с-1, константа змішування ![]() , концентрації повітряної компоненти
, концентрації повітряної компоненти ![]() .
.
По отриманим
експериментальним значенням концентрацій повітряної компоненти жирової маси
оцінювали значення вибіркових дисперсій за формулою
 , (14)
, (14)
де ![]() – експериментальне
значення концентрації повітря в
– експериментальне
значення концентрації повітря в ![]() - й пробі, яка взята
в
- й пробі, яка взята
в ![]() - й точці відбору;
- й точці відбору;  – середнє значення
концентрації.
– середнє значення
концентрації.
Отримані
експериментальні дані концентрації повітря наведено в таблиці.
Таблиця 1 – Статистична
обробка екпериментальних даних
|
Жиро-ва маса |
|
|
|
|
|
|
|
|
|
|
|
1-3 |
Мар-гарин |
60 |
0,1396 |
0,0729 |
0,2562 |
0,1162 |
0,0921 |
0,538 |
0,691 |
0,1439 |
|
120 |
0,0191 |
0,0254 |
0,0390 |
0,0273 |
0,0185 |
0,468 |
0,0233 |
|||
|
180 |
0,0050 |
0,0169 |
0,0027 |
0,0042 |
0,0128 |
0,689 |
0,0091 |
|||
|
240 |
0,0014 |
0,0009 |
0,0018 |
0,0013 |
0,0010 |
0,443 |
0,0013 |
|||
|
360 |
0,0005 |
0,0006 |
0,0015 |
0,0004 |
0,0007 |
0,583 |
0,0008 |
|||
|
4-6 |
Паль-мовий жир |
60 |
0,2631 |
0,1421 |
0,0731 |
0,2232 |
0,1528 |
0,553 |
0,691 |
0,1467 |
|
180 |
0,0380 |
0,0245 |
0,0202 |
0,0345 |
0,0268 |
0,459 |
0,0246 |
|||
|
300 |
0,0025 |
0,0049 |
0,0165 |
0,0021 |
0,0052 |
0,687 |
0,0082 |
|||
|
480 |
0,0015 |
0,0008 |
0,0019 |
0,0013 |
0,0009 |
0,452 |
0,0014 |
|||
|
660 |
0,0006 |
0,0005 |
0,0013 |
0,0007 |
0,0004 |
0,542 |
0,0007 |
За даними п’яти паралельних дослідів визначали повну (загальну)
експериментальну дисперсію концентрації повітряної компоненти у жировій масі ![]() за формулою (14).
Попередньо проводили перевірку дисперсій
за формулою (14).
Попередньо проводили перевірку дисперсій ![]() ,
, ![]() ,
, ![]() ,
, ![]() і
і ![]() паралельних дослідів на однорідність за критерієм
Кохрена. Основна гіпотеза, яка при цьому перевірялась: чи можна вважати
вибіркові дисперсії
паралельних дослідів на однорідність за критерієм
Кохрена. Основна гіпотеза, яка при цьому перевірялась: чи можна вважати
вибіркові дисперсії ![]() ,
, ![]() ,
, ![]() ,
, ![]() і
і ![]() , що порівнюються, оцінками однієї і тієї ж дисперсії генеральної
сукупності.
, що порівнюються, оцінками однієї і тієї ж дисперсії генеральної
сукупності.
Критерій
Кохрена обчислювали за формулою
 (15)
(15)
Якщо ![]() для рівня значущості
для рівня значущості ![]() , то гіпотеза про однорідність дисперсій
, то гіпотеза про однорідність дисперсій ![]() ,
, ![]() ,
, ![]() ,
, ![]() і
і ![]() приймається. Як свідчать дані таблиці, всі дисперсії паралельних дослідів
однорідні.
приймається. Як свідчать дані таблиці, всі дисперсії паралельних дослідів
однорідні.
Експериментальні
і розраховані за моделлю (13) кінетичні криві наведено на рисунках 2 і 3.
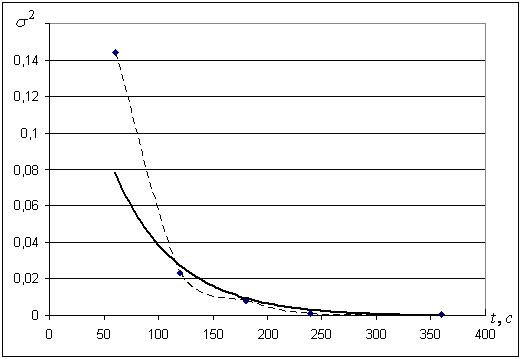
Рисунок 2 –
Екпериментальна (---) і розрахункова (––) криві відхилень концентрації за часом для маргарину
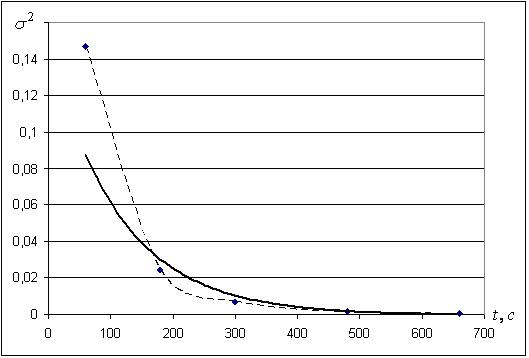
Рисунок 3 –
Екпериментальна (---) і розрахункова (––) криві відхилень концентрації за часом для пальмового жиру
Важливе
значення для характеристики досліджуваного процесу змішування має його
тривалість, тобто час, необхідний для одержання суміші з рівномірним розподілом
повітряної маси [5]. З отриманих даних видно, що найбільш інтенсивно
відбувається процес аерування протягом перщих двох хвилин, коли дисперсія
концентрації повітряної компоненти зменшується на 75 – 82 %.
Протягом наступних двох хвилин розподілення повітряної компоненти відбувається
менш інтенсивно і значення дисперсії зменшується на 10 – 20 % .
Починаючи з п’ятої хвилини ефективність аерації
значно зменшується і становить 1,1 – 0,5 % для маргарину та
1,3 – 3,4 % для пальмового жиру. Таким чином, проведені
дослідження показали, що найбільш раціональним часом пластифікації жиру з його
одночасним аеруванням у пластифікаторі ВВ-ПМЛ 4 - 5 хвилин для
маргарину і 7 - 8 хвилин – для пальмового жиру. Готову жирову масу рекомендується
у підкатній ємності транспортувати у змішувальну машину потокової лінії. Це
дозволяє зберегти кристалічну структуру жиру і отримати кондитерську масу з
необхідними властивостями за міцністю.
Перспективами
наступних досліджень є знаходження кількісних характеристик найважливіших
процесів, що відбуваються під час пластифікації жирів.
Література
1. Кондитерська
промисловість [Електронний ресурс]. – Електронні текстові дані (5 Кб) /Державний інф.-анал. центр
«Держзовнішінформ» – Режим доступу: <http://www.mfa.gov.ua./data/upload/publication/12753/uk/ua/348.htm>.
2. Пат. №82011 МПК
(2006) B01F 7/02 A21C 1/00 A23P 1/10 A23G
1/10. Пластифікатор [Текст] / Литвин В.І. [та ін.] ; заявник і власник ТОВ «Фірма
ВІ-ВА-ЛТД».– № а 2006 10227; заявл. 25.09.06; опубл. 25.02.08, Бюл. №2.– 6 с.
3. Пат.
№21044 МПК (2007) С11В 5/00. Спосіб
отримання пластифікованих масел і жирів [Текст] / Литвин В.І. [та ін.] ;
заявник і власник ТОВ «Фірма ВІ-ВА-ЛТД». – № u 2006 10228; заявл. 25.09.06;
опубл. 15.02.07, Бюл. №2.– 4 с.
4. Остриков
А.Н., Сухарев А.И. Разработка математической модели процесса смешивания в
двухвальном лопастном смесителе [Текст] // Хранение и переработка
сельхозсырья.- 2002.- №5. – С. 26-29.
5. Черевко
О.І., Поперечний А.М. Процеси і апарати харчових виробництв: Підручник [Текст]
/ Харк. держ. акад. технол. та орг. харчування. – Харків, 2002. – 420 с. – ISBN 966-7885-16-X.