Технические
науки / 3.Отраслевое машиностроение
В.М. Власовец
Харьковский национальный технический университет
сельского хозяйства имени Петра Василенка, Украина
Влияние модифицирующей обработки на
структуру заэвтектоидной стали
Введение. Все большее распространение за рубежом для
производства массивных прокатных валков получают заэвтектоидные
графитизированные стали. Для таких материалов характерно формирование включений
графита не в процессе графитизирующего отжига, а при кристаллизации из жидкого
расплава. Это позволяет путем варьирования химического состава и различных
технологических приемов получать сталь с заданным уровнем механических
характеристик - твердости и прочности. Твердость литой графитизированной стали
значительно выше, чем полученной после графитизирующего отжига (на 150 -
250 НВ). По сравнению с низколегированной сталью типа “адамит” (150ХНМ),
графитизированные - обладают более высокими прочностными и пластическими
свойствами, а также, более технологичны при литье [1].
Анализ существующих решений. При производстве валков из заэвтектоидных сталей
особое внимание уделяется вопросам легирования, модифицирования и технологии
литья [2]. В черновых группах клетей в ФРГ, Японии и Швеции применяют
валки из низколегированной заэвтектоидной стали типа 150ХНМ после двойной
термообработки с твердостью 35-48 HS. Валки из стали с более высокой концентрацией углерода (до
1,8-1,9%) применяют и в промежуточных клетях. Дополнительно
в этих клетях используют и валки из легированной графитизированной стали с твердостью
30-55 HS (табл. 1). Такие валки
в Японии (фирма “Jodоgawa Steel Works”) изготавливают из нелегированной стали
центробежным методом, где в качестве сердцевины используют углеродистую сталь,
близкую к эвтектоидному составу. Японская фирма “Kantoc ROLL LTD”, шведская –
“Akers National Roll Company”, французская “Usinor-Sacilor”, итальянская – “SMS
Demag INNSE” применяют для обжимных и черновых клетей заготовочных и
рельсобалочных широкополосных станов низколегированные графитизированные стали,
содержащие 1,2-2,2% С;
1,3-2,0% Si;
0,5-1,5% Mn;
0,8‑1,5% Cr; до 1,5% Ni, а в ряде случаев и 0,2-0,7% Mo. Такие валки подвергают
сложной термической обработке, параметры которой не раскрываются. Однако если
судить по их марке, то можно сказать, что шведская фирма “Akers National Roll
Company” поставляет валки после двойной термообработки – НН.
Фирмы-производители
приводят широкие пределы концентрации элементов, однако отсутствуют данные о
точном количестве основных добавок (в частности, кремния, марганца и углерода),
о способе ввода и применяемых модификаторах (см.табл. 1). Кроме того,
опубликованные данные ограничиваются лишь перечислением вводимых лигатур,
которые, судя по структуре сталей, содержат повышенную концентрацию кремния,
кальция или других элементов этой группы, а также поверхностно-активные добавки
– магний, церий и другие [3]. Отсутствуют данные о возможности применения
неразрушающих магнитных методов оценки структурного состояния массивных отливок
из таких материалов, вчасности по коэрцитивной силе (далее Нс).
Цель статьи. Оценка влияния модифицирующей
обработки на структуру заэвтектоидной стали и её прогнозирование по магнитному
параметру – Нс.
Основной материал. Металлографические исследования микроструктуры стали (рис. 1-3) производили на образцах, вырезанных из специально выплавленных слитков, обработанных различными модификаторами. Химический состав исследуемых плавок отличается незначительно и представлен в табл. 2. Для изменения морфологии и объемной доли графита при выплавке использовали различные модификаторы. Так, плавку А1 модифицировали ферросилицием (FeSi) для формирования графитных включений компактной формы. Плавку А2 модифицировали ферросилицием (FeSi) и силикокальцием (SiCa) также для обеспечения компактной формы графитных включений. Плавку А3 не модифицировали. Испытания проводили как для литого состояния, так и после термообработки. Плавки А1 и А3 подвергли отжигу при 850±10°С в течение 2 ч, а также двойной нормализации и отпуску (950±10°С, 850±10°С, 600±10°С). Плавку А2 не термообрабатывали.
Таблица 1
Применение валков из заэвтектоидной стали на
различных прокатных станах за рубежом (по данным проспектов
фирм-производителей)
|
Страна, фирма |
Исполне-ние, марка валков |
Твердость,
HS |
Химический состав, % |
Область применения |
|||||
|
C |
Si |
Mn |
Cr |
Ni |
Mo |
||||
|
Швеция, (Akers National Roll
Company) |
HH-SG-275 |
38-44 |
1,2-2,2 |
≥1,3 |
до 1,0 |
до 1,5 |
до 1,5 |
- |
Валки обжимных, заготовочных и
рельсобалочных станов |
|
HH-SG-325 |
44-50 |
1,2-2,2 |
≥1,3 |
до 1,0 |
до 1,5 |
- |
- |
||
|
Франция (Usinor-Sacilor) |
URAGS-C |
40-50 |
1,3-2,1 |
≥1,3 |
0,6 |
0,8 |
- |
- |
Обжимные, черновые, промежуточные
клети сортовых станов |
|
URAGS |
50-60 |
1,3-2,1 |
≥1,3 |
н. св. |
н. св. |
н. св. |
н. св. |
||
|
Италия (SMS Demag INNSE) |
GA-NT |
38-55 |
1,2-2,2 |
до 1,7 |
0,5-1,0 |
до 1,5 |
до 1,5 |
0,2-0,5 |
Валки обжимных станов |
|
Япония (Kantoc ROLL LTD) |
Gs |
30-50 |
1,2-1,5 |
1,0-2,0 |
0,6-1,5 |
0,5-1,5 |
- |
0,2-0,7 |
Валки обжимных и заготовочных
станов |
|
Япония (Jodоgawa Steel Works) |
М1, М2 |
30-50 |
1,2-1,5 |
1,2-1,5 |
0,4-0,6 |
до 0,3 |
до 0,5 |
- |
Валки черновых клетей |
![]() Примечание. Н.св. – нет сведений. Содержание S
- до 0,05%; Р - до 0,03%.
Примечание. Н.св. – нет сведений. Содержание S
- до 0,05%; Р - до 0,03%.
Таблица 2
Химический состав
исследуемых плавок графитизированной
стали
|
Условное обозначение |
Содержание элементов, % |
|||||
|
C |
Si |
Mn |
Cr |
Ni |
Mo |
|
|
А1 |
1,42 |
1,75 |
0,44 |
0,74 |
0,86 |
0,33 |
|
А2 |
1,43 |
1,99 |
0,42 |
0,74 |
0,86 |
0,33 |
|
А3 |
1,50 |
1,81 |
0,45 |
0,76 |
0,86 |
0,39 |


а) б)

в) г)

д) е)
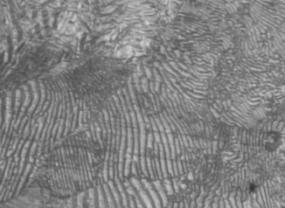
Рис. 1. Микроструктура графитизированной стали в литом состоянии, модифицированной: а – ферросилицием, (А1); б – ферросилицием и силикокальцием, (А2); в – без модифицирования, (А3); г - пластинчатый перлит; д – округлое включение цементита; е – тонкие карбидные включения вытянутые вдоль тонкодифференцированного перлита; а,б,в - ×500; г, д, е ‑ травление 4%-ным раствором HNO3, ×1000
Исследования графитизированной стали в литом состоянии показали, что модифицирование значительно изменяет форму графитных включений. Если в немодифицированной стали (плавка А3) количество графитных включений пластинчатой и компактной формы было примерно одинаковым (см.рис. 1, в), то в результате модифицирования происходит заметная сфероидизация графита, который принимает шаровидную или компактную формы. Наличие пластинчатой формы графита обуславливает и повышенный уровень Нс до 5,7 А/см. Так, модифицирование FeSi и SiCa (плавка А2) практически обеспечило получение полностью компактного и шаровидного графита, а пластинчатые его выделения встречались редко (см.рис. 1, б). При этом значения Нс снизилось по сравнению с исходным состоянием на 12,3%.
В плавке А1 в результате модифицирования примерно 70% графитных выделений имело компактную и шаровидную формы, а оставшиеся 30% ‑ довольно крупные пластинчатые выделения (см.рис. 1, а).
В литом состоянии
структура матрицы всех плавок представляла собой пластинчатый перлит
(рис. 1, г), в котором межпластинчатое расстояние изменялось в
довольно широких пределах. Для плавок А1 и А3 характерны отдельные включения
цементита по форме как округлые, так и тонкие, вытянутые вдоль границ зерен
(рис. 1, д, е). Наличие в исходной структуре плавки,
модифицированной FeSi,
цементита и включений пластинчатого графита повысило Нс по сравнению
с плавкой, модифицированной FeSi и SiCa, на 10%.
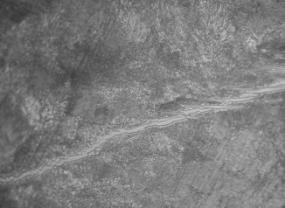
Термическая обработка значительно изменяет структуру стали. Отжиг ведет к изменению структуры матрицы и свойств – вместо пластинчатого в литом состоянии образуются участки зернистого перлита, что понижает на 14‑30% уровень Нс (рис. 2, а). На фоне перлитной матрицы отчетливо просматриваются вторичные карбиды (рис. 2, б) и компактные или шаровидные включения графита. Отжиг частично изменяет форму первичных карбидов - на месте игл вторичного цементита образуются обособленные более округлые частицы. Тем не менее, частично карбидная сетка сохраняется, особенно это характерно для отожженного немодифицированного металла А3.

а) б)
Рис. 2. Микроструктура графитизированной стали после отжига: а ‑ участки зернистого перлита; б – вторичные карбиды и остатки карбидной сетки. Травление 4%-ным раствором HNO3, ×1000
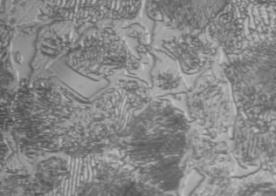
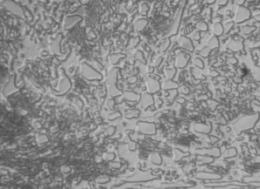
Двойная нормализация с ускоренным охлаждением вентиляторами (υохл = 100-150°С/ч), также как и отжиг, ведет к получению структуры зернистого перлита – в матрице, а также к дроблению отдельных включений вторичных карбидов и дополнительного выделения точечных включений графита (рис. 3). В результате двойной нормализации частично у включений формируются участки феррита, однако увеличение площади поверхности раздела фаз и степень легированности матрицы способствуют повышению Нс по сравнению с отожженным состоянием на 55-67%.
Выводы. При отливке крупных валков из графитизированной стали концентрация углерода не должна превышать 1,5% (рекомендуется 1,35-1,5% С), а Si находиться в пределах 1,5-2,0%. Такой состав способствует кристаллизации графита и образованию разорванной карбидной сетки уже в литом состоянии. Для формирования сфероидизированной матрицы при такой форме цементитной сетки рекомендуется проводить отжиг (850±10°С) с отпуском (600±10°С). Для валков малого диаметра (до 600 мм) эффективно применение двойной нормализации с ускоренным охлаждением вентиляторами (υохл = 100-150°С/ч) для замедления коагуляции растворённых карбидов.

а) б)

в)
Рис. 3. Микроструктура графитизированной стали после нормализации: а ‑ участки начавшейся дробиться карбидной сетки после одинарной нормализации; б ‑ карбидная сетка после двойной нормализации; в – ферритная оторочка вокруг включений. Травление 4%-ным раствором HNO3, ×1000
Литература:
1. Вафин Р.К. Прочность
термообработанных прокатных валков. /
Р.К. Вафин, А.М. Покровский, В.Г. Лешковцев – М: МГТУ им. Н.Э. Баумана,
2004. – 264 с.
2. Власовец В.М. Влияние режимов и параметров термической обработки
на свойства заэвтектоидной стали / [Власовец В.М.] // Вісник Приазовського державного технічного
університету. – Маріуполь, 2010. –
Вип. 20. - С. 109 - 112.
3. Shen Z.Y. Advances in steel structures: proceedings of the fourth International
Conference on Advances in Steel Structures. / Z.Y. Shen,
G.Q. Li, Q.L. Zhang. – Berkeley: Elsiver, 2005. – 183 p.