C.Г. Кондрашов, к. т. н., доцент,
П.Н. Коцур, магистрант
Херсонский национальный технический университет, Украина
Комбинированное сборное сверло новой конструкции для обработки глубоких отверстий
Глубокое сверление является специфической
технологической операцией, широко применяемой в современном производстве. Для
проведения этой операции требуется создание специального инструмента, оснастки
и оборудования. Технология изготовления глубоких и точных отверстий имеет ряд
специфических особенностей, отличающихся от технологии, применяемой в общем
машиностроении для сверлильных операций.
Особого внимания заслуживают следующие вопросы:
- принудительный
отвод стружки;
- подвод СОЖ;
- форсирование режимов
сверления и применение твердосплавных
инструментов;
- базирование
инструмента;
-
повышение жесткости системы СПИД;
- универсальность и
технологичность изготовления и т.д.
Рост номенклатуры деталей с глубокими
отверстиями, расширение диапазона их диаметров, а также увеличение объемов
выпуска требуют совершенствования существующих инструментов и способов
обработки, обеспечивающих высокую производительность, экономичность и точность. При проектировании инструмента новой конструкции учитывались
следующие требования:
- жесткость конструкции;
- возможность
форсирования режимов резания ;
- облегчение центровки;
- рациональное
количество составных частей;
- возможность применения
стандартных элементов;
- широкий диапазон
областей применения и др.
За основу новой конструкции взято сборное
пушечное сверло двойного резания. Такие инструменты применяются для получения
отверстий средних диаметров. Их недостатком является применение сплошных
твердосплавных коронок, которые плохо воспринимают осевые нагрузки и
вибрации.
Инструмент состоит из корпуса 1, в
котором размещены режущие 2 и чистовые 3 пластины, которые закреплены в пазах
корпуса с помощью винтов 4. В торце корпуса размещена центральная вставка 5,
которая выполняет функции замка в корпусе
и непосредственно участвует в процессе резания .
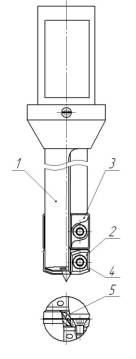
Рис.1. Схема инструмента

Рис.2.
3D-модель инструмента
Стержневой монолитный корпус
изготавливается из стали 40Х. В нем выполнены две V-образные проточки для
принудительного отвода стружки и два отверстия для подвода СОЖ в зону резания
под давлением.
Геометрия режущих элементов инструмента
обусловлена применением стандартизованных твердосплавных пластин компании «Sandvik-Coromant».
Преимуществом данных пластин является обеспечение постоянно положи-тельного
переднего и заднего углов вдоль всей режущей кромки. Они сим-метричные и
быстросменные. Передний угол
γ = 5˚. Задний угол
α = 7˚.
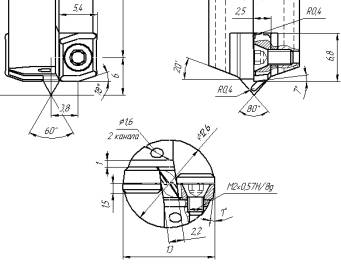
Рис.3. Схема установки пластин и их геометрия
Предложенное исполнение центральной
вставки позволяет частично решить проблему
перемычки, в частности влияние её отрицательных углов. Центральная
вставка выполняется из быстрорежущей стали Р6М5. Она выполняет функции замка в
корпусе, а также непосредственно участвует в процессе резания, форма ее заточки
позволяет облегчить центровку сверла при врезании.
Центральная вставка позволяет форсировать
режимы резания: подачу – поскольку
быстрорежущая сталь более стойка к осевым нагрузкам; скорость – поскольку она
уменьшается от периферии к центру.

Рис.4. Общий вид
центральной вставки
Для снижения влияния отрицательной
геометрии центральной пластины на процесс резания предусмотрены
стружкозавивающие канавки. Процесс получения этих канавок достаточно
технологичен, так как он осуществляется шлифованием напроход.

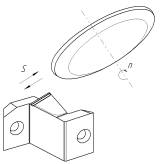
Рис.5. Центральная пластина и схема ее заточки
Предложенный инструмент является
универсальным, поскольку имеет следующие варианты:
-
для
получения точных сквозных отверстий устанавливаются чистовые пластины, которые автоматически производят снятие
чистового припуска за один проход без поднастройки (рис.7);
-
для
получения отверстий, к которым не предъявляются высокие требования, устанавливаются
опорные пластины, которые не изменяя геометрии отверстия позволяют
предотвратить увод оси сверла и уменьшить шероховатость обработанной
поверхности (рис.8).
Особенностью является расположение
дополнительных пластин (в частности, чистовых) выше осевой плоскости, что
позволяет осуществить автоматический съем припуска ( рис.6).
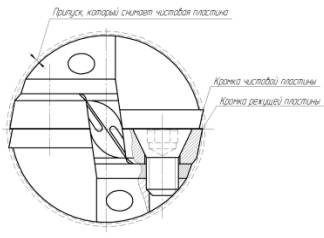
Рис.6. Схема размещения пластин в корпусе
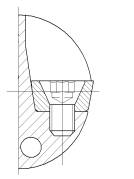
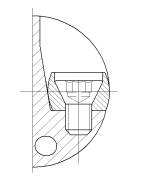
Рис.7.
Установка чистовой пластины Рис.8.
Установка опорной пластины
Таким образом, преимуществами данного
инструмента являются:
-
центральная
вставка, которая не только выполняет функции замка в корпусе и воспринимает
осевую нагрузку, но и благодаря форме своей заточки участвует в процессе
резания, облегчая центровку сверла при врезании;
-
возможность
обработки точных отверстий без дополнительной настройки инструмента за один
проход, которая обеспечивается возможностью установки чистовых пластин ;
-
надежное
предотвращение увода оси сверла при сверлении глухих отверстий обеспечивается установкой направляющих элементов,
которые не изменяя геометрии отверстия, позволят уменьшить параметры его
шероховатости.
Литература
1.
Родин
П.Р. Металлорежущие инструменты:
Учебник для машиностроительных вузов. -М.: Машиностроение, 1974. - 430 с: ил.
2. Обработка глубоких
отверстий. Н.Ф.Уткин, Ю.И.Кижняев, С.К.Плужников и др. – Л.: Машиностроение.
1988.
3. Б.А.Немцев, С.К.Плужников, П.Д.Яковлев.
Прогрессивная технология обработки глубоких отверстий диаметром 7-23 мм. – Л.:
ЛДНТП, 1989.