Технические науки/
8.Обработка материалов в машиностроении
Кондрашов С.Г., Ляшков В.С.
Херсонский национальный технический университет
ИСЛЕДОВАНИЕ ГЛУБОКОГО
СВЕЛЕНИЯ В СРЕДЕ ПОЛИМЕРСОДЕРЖАЩИХ СОЖ С НАЛОЖЕНИЕМ ЧАСТОТНО-МОДУЛИРОВАНЫХ
УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
Опыт использования энергии
ультразвукового поля (УЗ) для
интенсификации процессов механической обработки известен с конца тридцатых годов XX
века.
Основными эффектами при использования
энергии УЗ поля при механической обработке являются:
-
кавитация - возникновение в жидкости массы пульсирующих пузырьков,
заполненных паром, газом или их смесью;
-
звукокапиллярный эффект - аномально глубокое проникновение жидкости в
капилляры и узкие трещины (дефекты
поверхностного слоя) под действием УЗ;
-
распыление жидкости в колеблющемся с УЗ частотой слое жидкости или в УЗ
фонтане на высоких частотах (десятки килогерц );
-
эффект снижения трения и увеличения пластичности как при параллельной,
так и при нормальной ориентации колебательных смещений относительно граничной
поверхности;
-
дислокационное поглощение энергии УЗК материалом поверхностного слоя
заготовки, способствующее снятию (релаксации) технологических остаточных
напряжений.
Очевидно,
что в чистом виде каждый из эффектов проявляться не может. В зависимости от
условий взаимодействия контактирующих объектов (инструмента и детали) одновременно проявляются минимум два, а при
наличии жидкой среды и большее число эффектов. Однако при анализе условий
контактирования объектов в УЗ поле всегда можно выделить основной
(доминирующий) эффект. Повышение твердости, уменьшение высотных параметров
шероховатости и создание в поверхностном слое благоприятных технологических
сжимающих остаточных напряжений при УЗ
(в существенно больших пределах по сравнению с обработкой без
использования энергии УЗ поля) связано прежде всего с эффектом снижения трения
и увеличением пластичности материала обрабатываемой заготовки.
Глубокое сверление отверстий
малого диаметра (когда глубина отверстия L составляет более 10 его
диаметров ) остается одним из «узких мест» в технологических процессах
изготовления ответственных деталей машин (коленчатые валы, крепежные детали
летательных аппаратов, детали аппаратуры впрыска топлива, систем охлаждения
штампов, смазки трущихся пар, каналов подвода СОЖ в режущих инструментах и др.)
вследствие интенсивного износа и низкой стойкости спиральных сверл, а также
большой вероятности их поломок, часто приводящих к необходимости
электроэрозионного извлечения разрушившейся
части сверла из заготовки, либо к браку изготавливаемого изделия.
Поэтому исследования в области повышения эффективности глубокого сверления с
применением УЗК является на настоящий момент актуальной задачей.
Перспективным путем
совершенствования технологии сверления отверстий малого диаметра является
рациональное применение СОЖ, движение которой с увеличением глубины сверления
все более затрудняется из-за забивания стружечных канавок сверла стружкой.
Последняя, из-за стесненных условий отвода тепла (малый диаметр инструмента,
большие затраты на трение) интенсивно нагревается до высоких температур,
вступает в адгезионное взаимодействие с поверхностями канавок сверла,
уплотняется (пакетируется) и практически прекращает движение жидкости в
контактные зоны. Резание всухую (без СОЖ) еще более усугубляет процесс
стружкоотвода.
Наложение УЗК на элементы технологической системы
(инструмент, заготовку) и подвод СОЖ существенным образом изменяет условия
обработки при глубоком сверлении. Наиболее значимый эффект состоит в уменьшении
трения, а следовательно, крутящего момента Мкр
и составляющей силы сверления (а значит, и интенсивности теплообразования в зоне обработки) за
счет периодического изменения величины и направления вектора скорости резания,
углов инструмента (переднего γ,
заднего α, наклона главной
режущей кромки φ), толщины
срезаемого слоя [1]. Эти явления увеличивают
количество капилляров в стружке, движущейся по канавкам сверла, и в зоне
резания, по которым под действием УЗК (звукокапиллярный эффект) поступает
большее количество СОЖ. Все это позволяет даже при малом расходе СОЖ через зону
контакта инструмента с заготовкой реализовать в полной мере ее функциональные
действия (смазочное, охлаждающее, диспергирующее и моющее) и предотвратить
адгезионное взаимодействие стружки с поверхностями канавок сверла [1].
Модуляция УЗК позволяет еще в большей степени уменьшить коэффициент трения
режущих кромок сверла о заготовку и усилить звукокапиллярный эффект [2].
(а значит, и интенсивности теплообразования в зоне обработки) за
счет периодического изменения величины и направления вектора скорости резания,
углов инструмента (переднего γ,
заднего α, наклона главной
режущей кромки φ), толщины
срезаемого слоя [1]. Эти явления увеличивают
количество капилляров в стружке, движущейся по канавкам сверла, и в зоне
резания, по которым под действием УЗК (звукокапиллярный эффект) поступает
большее количество СОЖ. Все это позволяет даже при малом расходе СОЖ через зону
контакта инструмента с заготовкой реализовать в полной мере ее функциональные
действия (смазочное, охлаждающее, диспергирующее и моющее) и предотвратить
адгезионное взаимодействие стружки с поверхностями канавок сверла [1].
Модуляция УЗК позволяет еще в большей степени уменьшить коэффициент трения
режущих кромок сверла о заготовку и усилить звукокапиллярный эффект [2].
Исследование
выполнялось на экспериментальной установке на основе вертикально-сверлильного станка 2Г125, оснащенного аппаратурой
для измерения осевой силы резания и крутящего момента с помощью универсального
динамометра УДМ-600, а также оригинальным устройством для одновременного
наложения УЗК на сверло в радиально-осевом направлении и на СОЖ перед зоной
обработки (рис. 1). Регистрация параметров производилась с помощью цифрового
осциллографа с выводом и регистрацией
информации на экран компьютера. В качестве СОЖ использовалась полиэтиленовая эмульсия ОКСАЛЕН-ЗО.
Устройство состоит из
концентратора-волновода 1, в который запрессована кондукторная втулка 9. Кроме бокового отверстия под
кондукторную втулку 9 волновод 1 имеет центральное отверстие
для подачи СОЖ к сверлу 2. Штуцер 5 за конический буртик волновода
1 стаканом 3 стягивает
пьезо-преобразователи 4, прокладку 6, отражающую шайбу
7 в одно целое. Таким образом, волновод 1 связан с двумя
пьезопреобразователями-кольцами 4, от которых упругие колебания,
генерируемые УЗ генератором, передаются через кондукторную втулку 9 на сверло 2 и поток СОЖ, подаваемой через
центральное отверстие волновода от электронасоса (помпы).

Рис. 1. Устройство для наложения УЗК на СОЖ и сверло: 1 - волновод; 2 -
сверло; 3 -стакан; 4 - пьезопреобразователь; 5 - штуцер; 6 - прокладка; 7 -
отражающая шайба; 8 - заготовка
В качестве объекта исследования было выбрано
специально спроектированное пушечное сверло, оснащенное ступенчатой
твердосплавной режущей пластиной и опорной пластиной в виде дефлектора,
имеющего возможность перераспределять потоки жидкости и изменять их направление.
Рис.2.Конструкция
сверла со ступенчатой режущей пластиной и дефлектором
В процессе исследования
сверлили отверстия с подачей
полимер-содержащей СОЖ поливом (через полый волновод) и наложением на
сверло УЗК постоянной амплитуды и
частоты или с наложением на сверло и СОЖ амплитудно- и амплитудно-частотно-модулированных УЗК.
УЗК различной формы
(традиционно синусоидальной, амплитудно-модулированные и
амплитудно-частотно-модулированные,
табл.1) накладывали от УЗ генератора ТЕХМА-ЗМ.
Таблица.1
|
Вид УЗ |
Первый импульс |
Второй импульс |
Частота
сле- |
||
|
сигнала |
Амплитуда |
Частота w 1, |
Глубина |
Частота w 2, |
дования |
|
|
U1, В |
кГц |
модуляции, % |
кГц |
импульсов
кГц |
|
Без модуляции |
0...450 |
18,6 |
|
|
- |
|
Амплитудная мо- |
0...450 |
18,6 |
80 |
18,6 |
1 |
|
дуляция |
|
|
|
|
|
|
Частотная модуля- |
0...450 |
20 |
25 |
12,5 |
1 |
|
ция |
|
|
|
|
|
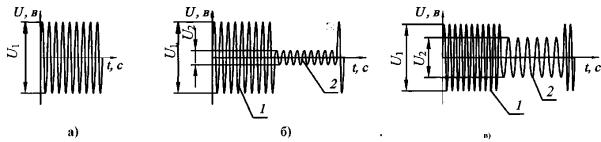 Рис. 3. УЗ сигнал, подаваемый на насадки: а - без модуляции, б —
амплитудная модуляция, в -частотная модуляция; 1,2- первый и второй импульс
Рис. 3. УЗ сигнал, подаваемый на насадки: а - без модуляции, б —
амплитудная модуляция, в -частотная модуляция; 1,2- первый и второй импульс
В процессе исследований
осуществлялась запись крутящего момента Мкр и осевой составляющей
силы резания ![]() . Эффективность процесса
обработки оценивалась путем сравнения значений Мкр и
. Эффективность процесса
обработки оценивалась путем сравнения значений Мкр и ![]() по
глубине сверления, зафиксированных при разных режимах подачи СОЖ к зоне
обработки. В результате проведенных исследований установлено, что
комбинирование наложения УЗК с подачей СОЖ позволяет снизить осевую силу
резания на 15%, крутящий момент на 22%, существенно улучшить условия
транспортирования стружки из зоны резания, устранить налипание стружки на
переднюю поверхность сверла и повысить эффективность обработки глубоких
отверстий в целом.
по
глубине сверления, зафиксированных при разных режимах подачи СОЖ к зоне
обработки. В результате проведенных исследований установлено, что
комбинирование наложения УЗК с подачей СОЖ позволяет снизить осевую силу
резания на 15%, крутящий момент на 22%, существенно улучшить условия
транспортирования стружки из зоны резания, устранить налипание стружки на
переднюю поверхность сверла и повысить эффективность обработки глубоких
отверстий в целом.
Выводы:
Применение УЗК при обработке
глубоких отверстий является весьма эффективным способом повышения эффективности
обработки за счет комбинированного влияния сопутствующих эффектов, в результате
чего повышается эффект от применения СОЖ, доказательством чего является
снижение сил резания при обработке.
Литература
1. Е.С. Киселев, В.Н.
Ковальногов. Научные основы и технология применения СОТС при механической
обработке. Ульяновск, УГТУ, 2008,-57с.
2. Киселев Е. С. Интенсификация
процессов механической обработки использованием энергии ультразвукового, поля:
учебное пособие. Ульяновск : УлГТУ, 2003. - 186 с.
3. Ультразвук. Маленькая
энциклопедия / Под ред. И. П. Голяминой. -М.: Советская энциклопедия, 1979. -
400 с.